

Domovská stránka > Spotřební Materiály > Laserová Tryska > Laserová svářecí tryska
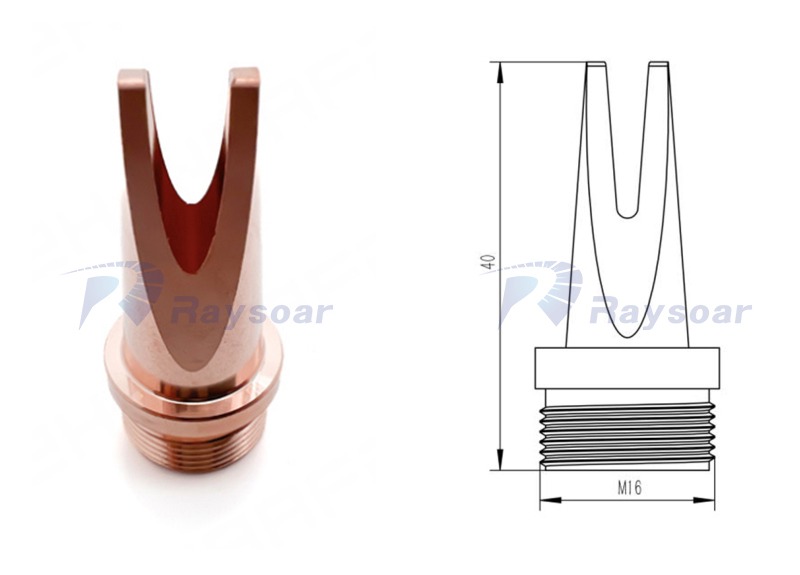
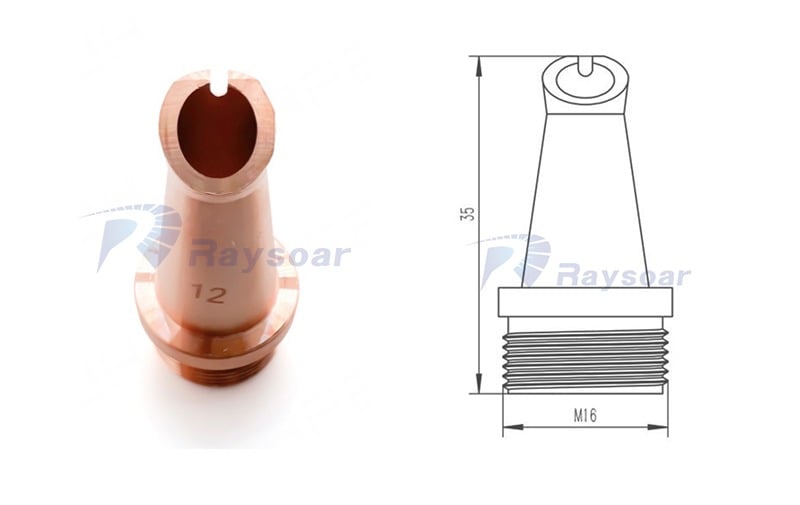
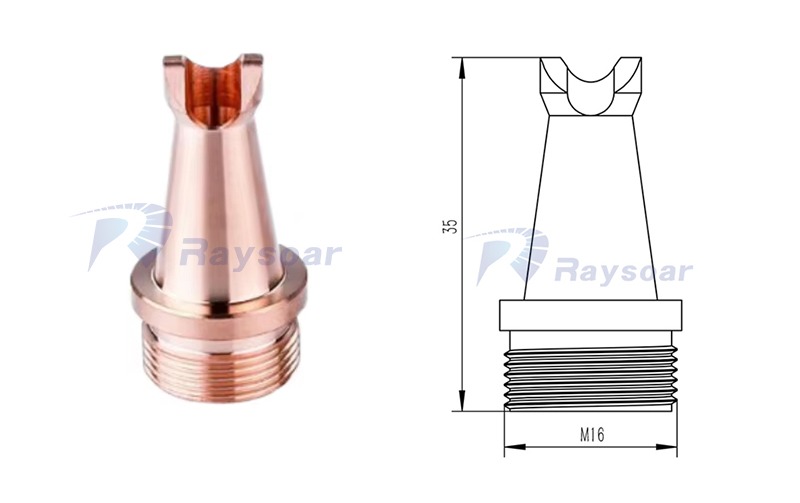
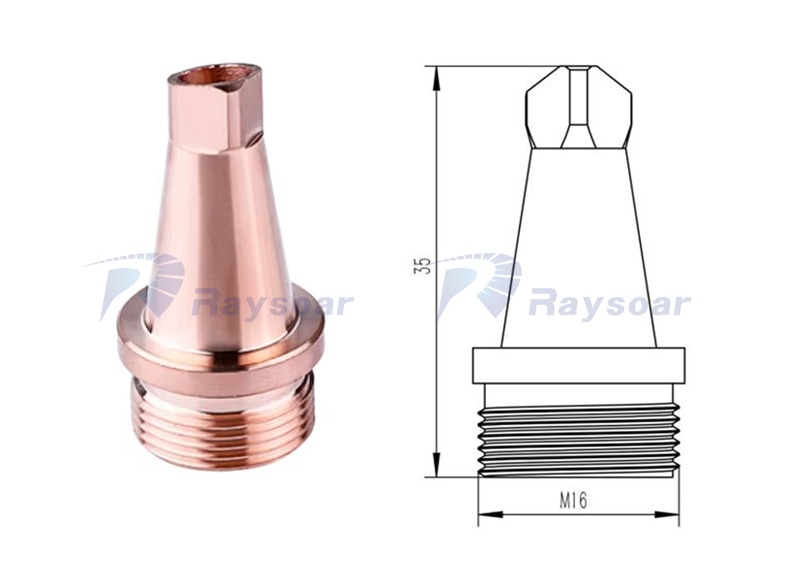
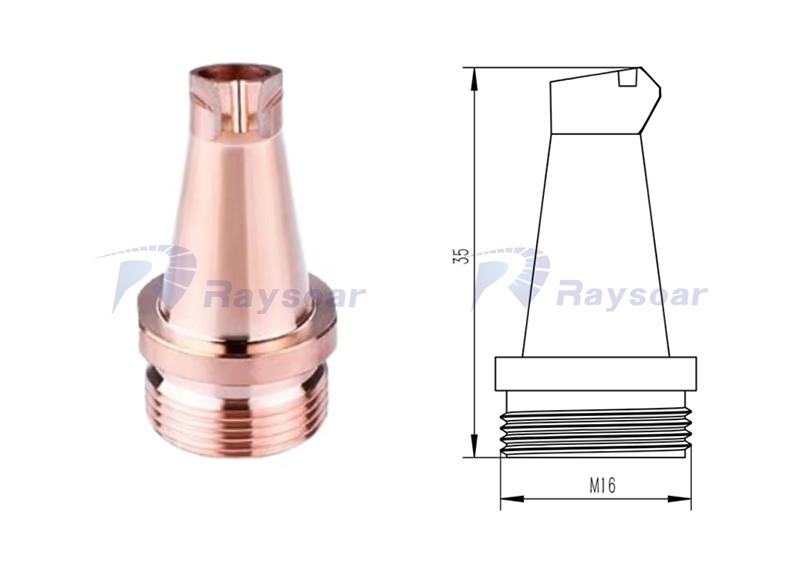
Název produktu: Tryska pro laserové svařování
Použití: Pro laserové svařování a přívod drátu
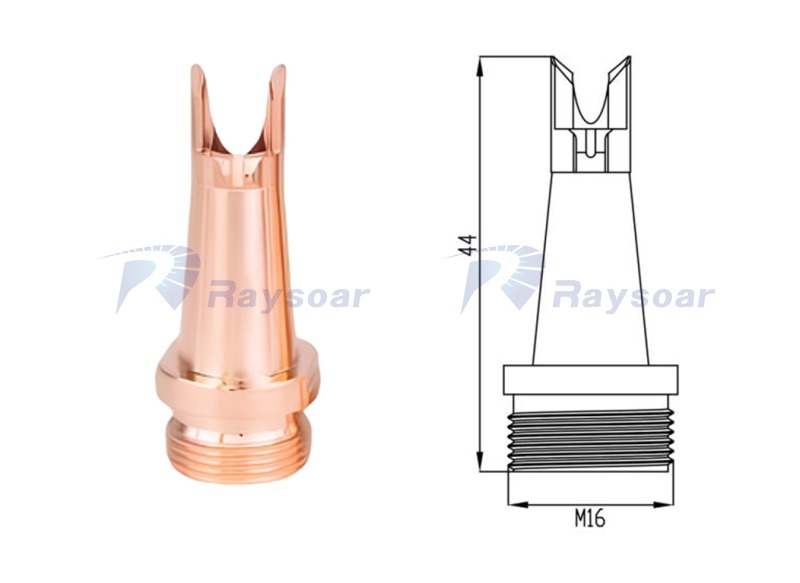
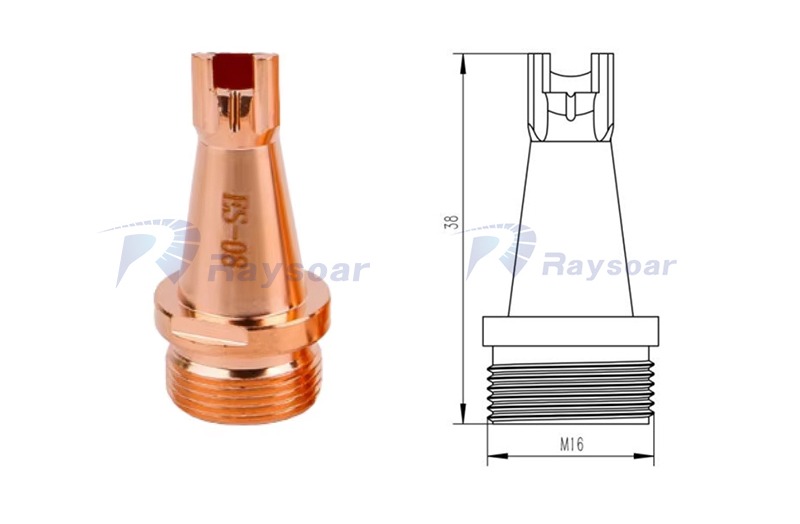
Typ: M16 H40 / M16 H35 / M16 H44 / M16 H38
Kalibr dostupný: 0,8 mm / 1,0 mm / 1,2 mm / 1,6 mm / 2,0 mm
Materiál: Měď


Projev problému |
Rychlá metoda diagnostiky |
Nouzové postupy řešení |
Předcházející opatření |
Ucpání trysky |
1. Během svařování při emisi laseru je zřejmý pokles toku ochranného plynu; 2. Vyskytují se oxidace a pór v místě svaru; 3. Na výstupu trysky je viditelné hromadění taveniny |
1. Vypněte napájení zařízení a plynový okruh, počkejte, až se tryska ochladí; 2. Použijte speciální pin k vyčištění výtokového otvoru trysky (vyhnete se tak poškrábání vnitřní stěny); 3. Vyfoukejte vnitřní stěnu suchým stlačeným vzduchem; 4. Zaběhlelý škváru opékejte při nízké teplotě před čištěním |
1. Během svařování udržujte vzdálenost 1–3 mm mezi trychkou a základním kovem; 2. Používejte 99,99 % vysoce čistý ochranný plyn; 3. Každých 30 minut svařování vyčistěte trysku |
Opotřebení/deformace trysky |
1. Stopy po nárazu na okraji výtokového otvoru trysky a nepravidelný otvor; 2. Nerovná šířka sváru a posunuté svařování; 3. Abnormální rozsah pokrytí ochranným plynem |
1. Přestaňte používat deformovaný/opotřebovaný trysku a nahraďte ji novou se stejnou specifikací; 2. Po instalaci znovu nastavte zarovnání mezi středem trysky a ohniskem laseru; |
1. Během provozu vyhýbejte se nárazu trysky do základního kovu/přípravku; 2. Vyberte si opotřebením odolné trysky vyrobené z měděně-chrom-zirkoniového materiálu; 3. Demontujte a montujte pomocí speciálních nástrojů, utáhněte podle stanoveného točivého momentu; |
Únik plynu z trysky / špatný ochranný účinek |
1. Svarový povrch zčerná v důsledku oxidace a objeví se hustá pórovitost; 2. Při ponořovacím zkoušení ve vodě jsou viditelné nepřetržité vzduchové bubliny kolem trysky; 3. Velké kolísání hodnoty manometru ochranného plynu |
1. Zkontrolujte těsnicí podložku mezi trysekou a tělem hořáku, při poškození/stárnutí vyměňte; 2. Utáhněte konektor plynového obvodu a znovu nainstalujte trysku; 3. Přímo vyměňte poškozenou trysku |
1. Kontrolujte stav těsnění jednou týdně a pravidelně jej měňte každý měsíc; 2. Proveďte 30sekundový test úniku plynového obvodu před svařováním; 3. Vyhněte se náhlému ochlazování a ohřevu trysky za vysoké teploty |
Nadměrně vysoká teplota trysky |
1. Vnější stěna trysky je horká a dokonce změnila barvu kvůli oxidaci; 2. Teplota na výstupu ochranného plynu je vysoká, což zvyšuje oxidaci svaru; 3. Svařovací pistole signalizuje přehřátí |
1. Okamžitě zastavte svařování, vypněte laser a nechte chladicí systém běžet 5–10 minut; 2. Vyčistěte potrubí vodního chlazení (typ s vodním chlazením) nebo vzduchovod (typ s vzduchovým chlazením); 3. Vyměňte přehřátou a deformovanou trysku |
1. Nevařte nepřetržitě déle než 15 minut, vždy dělejte přestávky na ochlazení; 2. Pravidelně čistěte vodní kámen z potrubí chladicí vody; 3. Nastavte laserový výkon podle tloušťky základního kovu |
Nesouosost mezi trysekou a svařovacím drátem |
1. Svařovací drát se odchyluje od středu švu, což má za následek neúplné splynutí; 2. Nesouosost mezi skvrnou laseru a polohou svařovacího drátu, což zvyšuje rozstřikování při svařování; 3. Špatný tvar švu a podřez |
1. Odstraňte trysku a znovu kalibrujte střed hořáku; 2. Zkontrolujte připojení mezi hadičkou pro podávání drátu a tryskou, nastavte do vyrovnaného stavu; 3. Přímo vyměňte opotřebovanou trysku |
1. Proveďte kalibraci zarovnání po každé výměně trysky; 2. Upevněte polohu hadičky pro podávání drátu, aby nedošlo k ohnutí a posunutí; 3. Pravidelně kontrolujte stabilitu mechanismu podávání drátu |






Všechna práva vyhrazena © 2024 společnosti Shanghai Raysoar Electromechanical Equipment Co., Ltd.







