

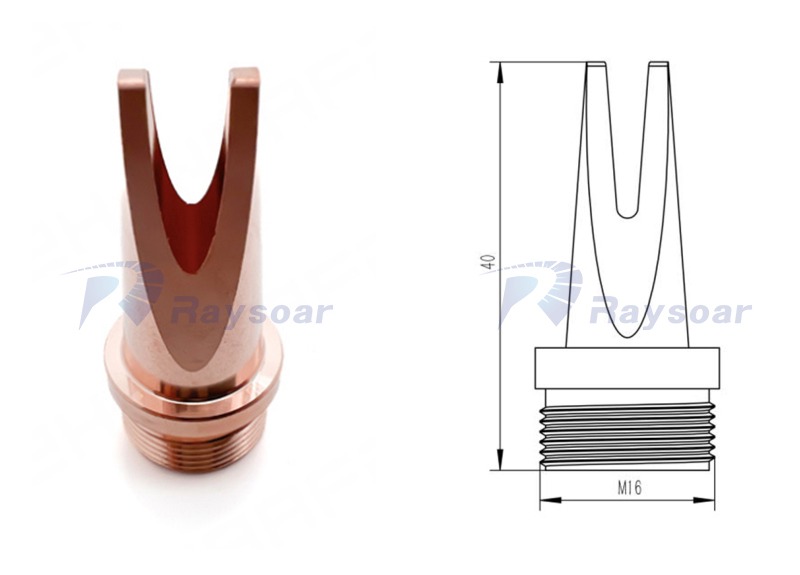
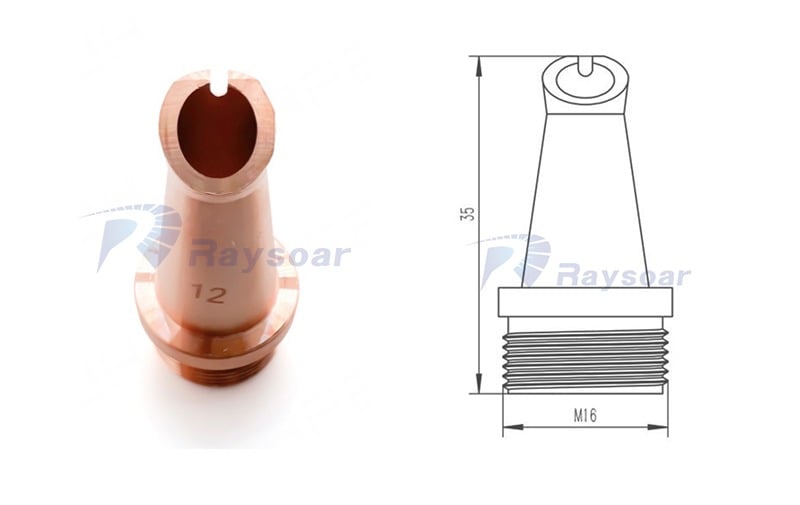
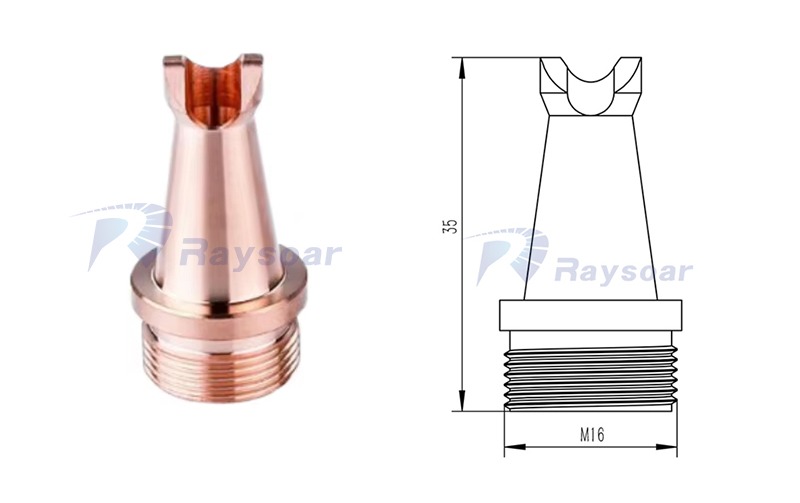
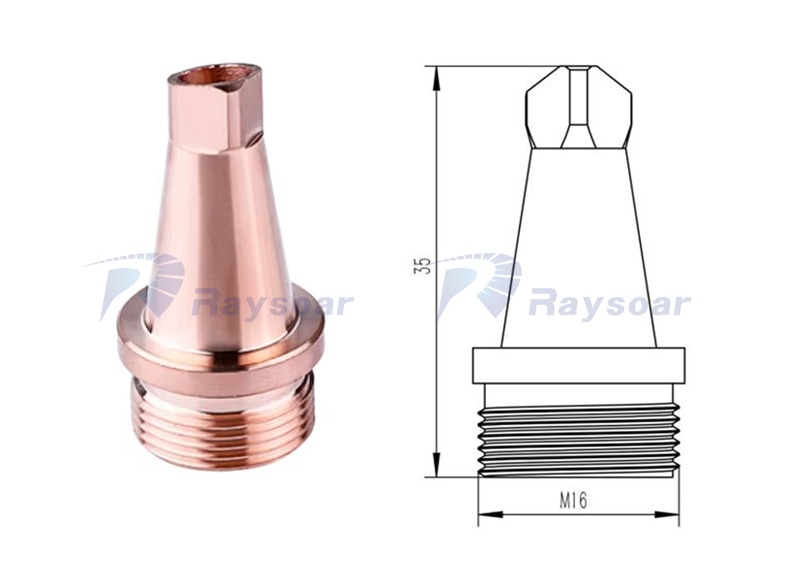
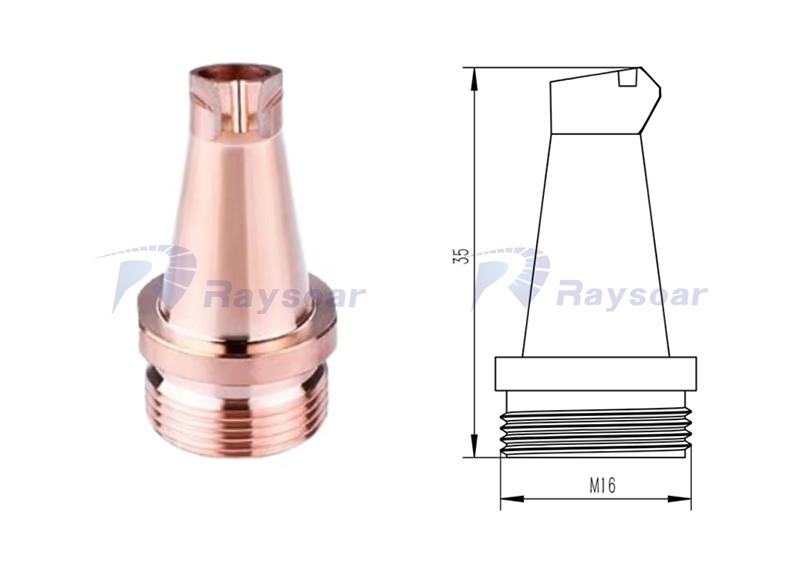
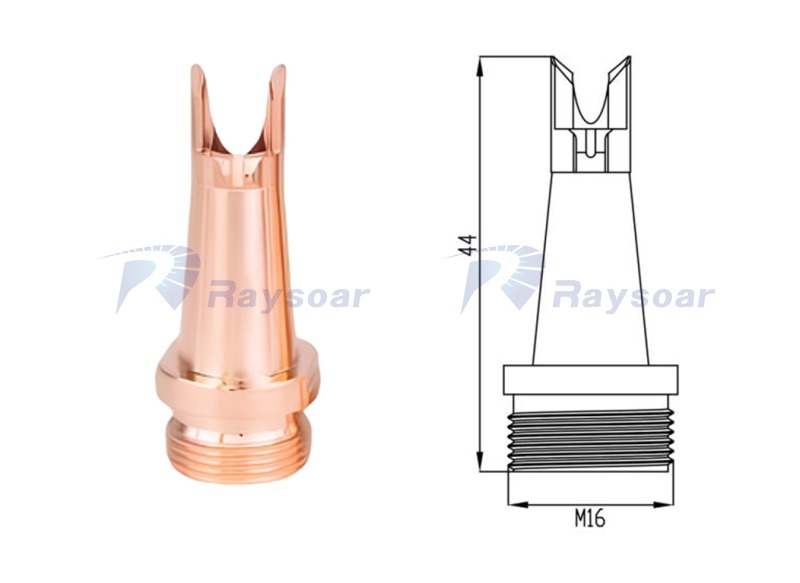
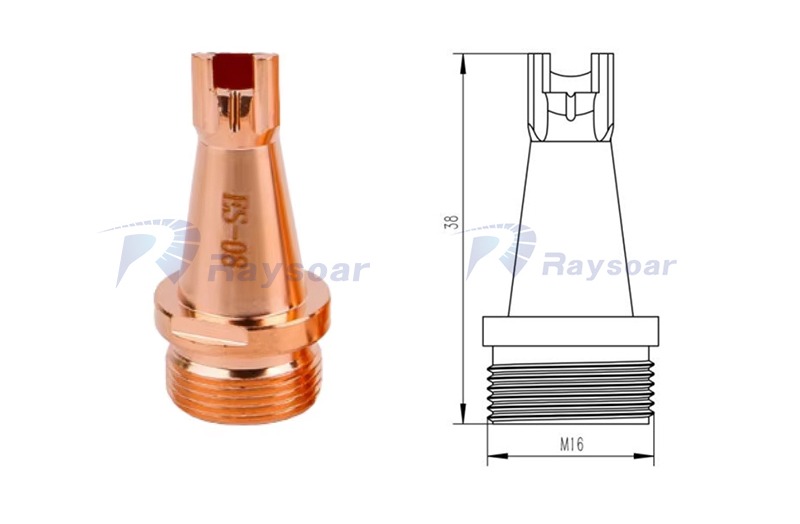
اسم المنتج: فوهة اللحام بالليزر
التطبيق: للحام الليزر والتغذية بالسلك
النوع: M16 H40 / M16 H35 / M16 H44 / M16 H38
العيار المتوفر: 0.8 مم / 1.0 مم / 1.2 مم / 1.6 مم / 2.0 مم
المادة: نحاس


ظاهرة المشكلة |
طريقة التشخيص السريع |
خطوات التعامل الطارئة |
التدابير الوقائية |
انسداد الفوهة |
1. انخفاض ملحوظ في تدفق غاز الحماية أثناء اللحام مع انبعاث الليزر؛ 2. حدوث أكسدة ومسام في اللحام؛ 3. تراكم البقايا مرئي عند مخرج الفوهة |
1. قم بإيقاف تشغيل مصدر الطاقة والدائرة الغازية، وانتظر حتى تبرد الفوهة؛ 2. استخدم دبوسًا خاصًا لتنظيف مخرج الفوهة (تجنب خدش الجدار الداخلي); 3. قم بتفريغ الجدار الداخلي باستخدام هواء مضغوط جاف؛ 4. قم بتسخين البقايا العنيدة عند درجة حرارة منخفضة قبل التنظيف |
1. حافظ على مسافة تتراوح بين 1-3 مم بين الفوهة والمعادن الأساسية أثناء اللحام؛ 2. استخدم غاز واقٍ عالي النقاء بنسبة 99.99٪؛ 3. نظف الفوهة كل 30 دقيقة من اللحام |
تآكل/تشوه الفوهة |
1. علامات اصطدام على حافة مخرج الفوهة وفتحة غير منتظمة؛ 2. عرض لحام غير متساوٍ وانحراف في اللحام؛ 3. مدى تغطية الغاز الواقي غير الطبيعي |
1. توقف عن استخدام الفوهة المشوهة أو البالية واستبدلها بواحدة جديدة من نفس المواصفات؛ 2. قم معايرة المحاذاة بين مركز الفوهة ونقطة تركيز الليزر بعد التركيب |
1. تجنب اصطدام الفوهة مع المعدن الأساسي أو التثبيت أثناء التشغيل؛ 2. اختر فوهات مقاومة للتآكل مصنوعة من مادة النحاس-الكروم-الزركونيوم؛ 3. قم بتفكيك وتركيب الأدوات الخاصة، واشدها وفقًا لعزم الدوران المحدد |
تسرب هواء من الفوهة / تأثير درع ضعيف |
1. يتحول سطح اللحام إلى اللون الأسود بسبب الأكسدة ويظهر به مسامية كثيفة؛ 2. تظهر فقاعات هوائية مستمرة حول الفوهة في اختبار الغمر بالماء؛ 3. تقلبات كبيرة في قيمة مقياس ضغط غاز الحماية |
1. تحقق من الحشوة بين الفوهة وجسم المسدس، واستبدلها إذا كانت متقدمة في العمر أو تالفة؛ 2. شد موصل دائرة الغاز وأعد تركيب الفوهة؛ 3. استبدال الفوهة التالفة مباشرةً |
1. تحقق من حالة الحشوة أسبوعيًا واستبدلها بانتظام كل شهر؛ 2. قم باختبار تسرب دائرة الغاز لمدة 30 ثانية قبل اللحام؛ 3. تجنب التبريد والتسخين المفاجئ للفوهة عند درجات حرارة عالية |
درجة حرارة الفوهة مرتفعة بشكل مفرط |
1. جدار الفوهة الخارجي ساخن وحتى متغير اللون بسبب الأكسدة؛ 2. درجة الحرارة عند مخرج غاز الحماية مرتفعة، مما يزيد من أكسدة اللحام؛ 3. إنذار مسدس اللحام من ارتفاع درجة الحرارة |
1. توقف فورًا عن اللحام، وأطفئ الليزر، واترك نظام التبريد يعمل لمدة 5-10 دقائق؛ 2. قم بتنظيف أنبوب التبريد بالماء (النوع المبرد بالماء) أو القناة الهوائية (النوع المبرد بالهواء); 3. استبدل الفوهة التي تعاني من ارتفاع درجة الحرارة والتشوه |
1. لا تلحَم بشكل متواصل لأكثر من 15 دقيقة، وقم بالتبريد بشكل دوري؛ 2. نظف الرواسب بشكل دوري من أنبوب ماء التبريد؛ 3. عدّل قوة الليزر وفقًا لسمك المعدن الأساسي |
عدم المحاذاة بين الفوهة وسلك اللحام |
1. ينحرف سلك اللحام عن مركز اللحام، مما يؤدي إلى انصهار غير كامل؛ 2. عدم المحاذاة بين بقعة الليزر وموقع سلك اللحام، ما يزيد من تناثر اللحام؛ 3. تكوين سيء للحام وحدوث قطع زائد في الحافة |
1. أزل الفوهة وأعد معايرة مركز البندقية؛ 2. تحقق من الاتصال بين أنبوب تغذية السلك وفوهة الرش، وقم بضبطها إلى الحالة المحاذية؛ 3. استبدال الفوهة البالية مباشرةً |
1. قم بإجراء معايرة المحاذاة بعد كل مرة يتم فيها استبدال الفوهة؛ 2. ثبت موقع أنبوب تغذية السلك لتجنب الانحناء والانزياح؛ 3. تحقق بانتظام من استقرار آلية تغذية السلك |






حقوق النشر © 2024 بواسطة شركة شنغهاي راي سوار للمعدات الكهروميكانيكية المحدودة.







