

Ana Sayfa > Tüketim Malzemesi > Lazer Ağızlığı > Lazer Kaynağı Memesi
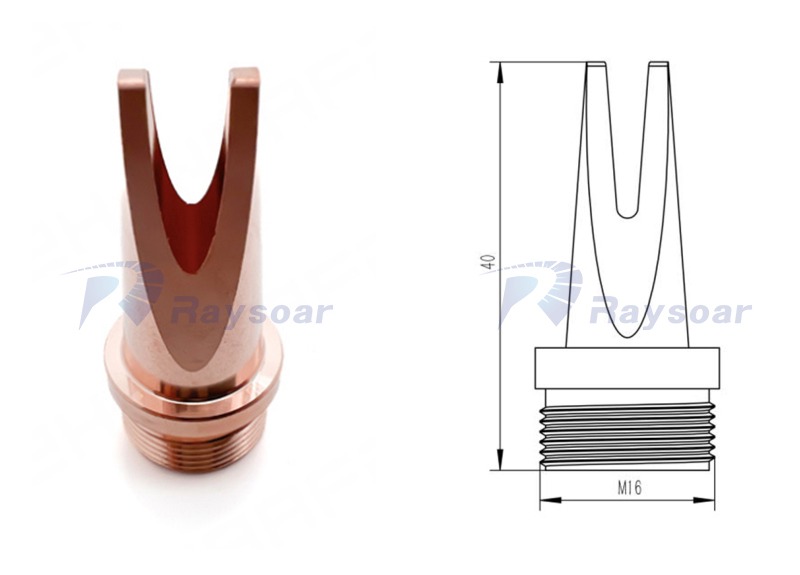
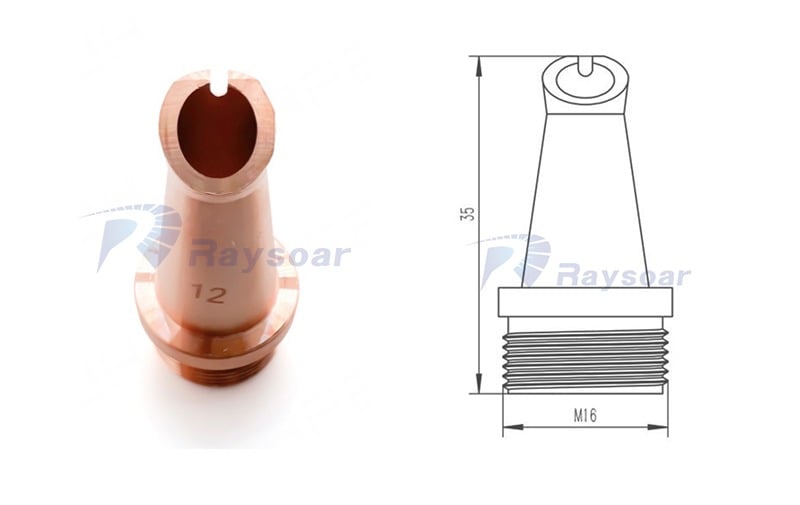
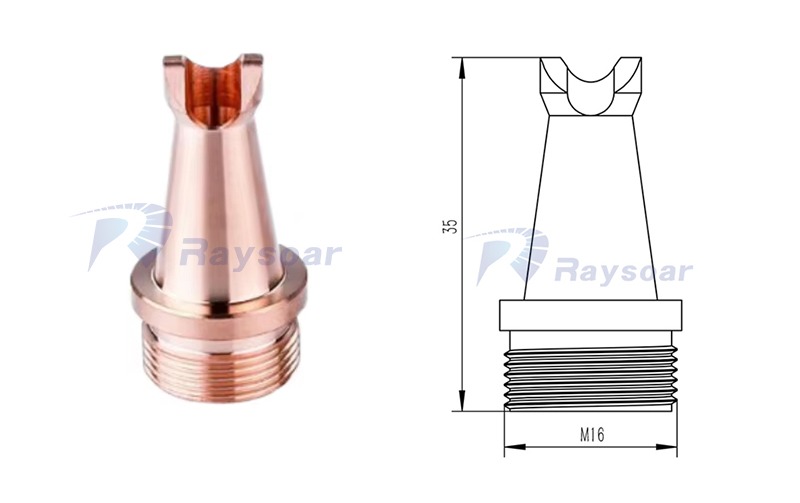
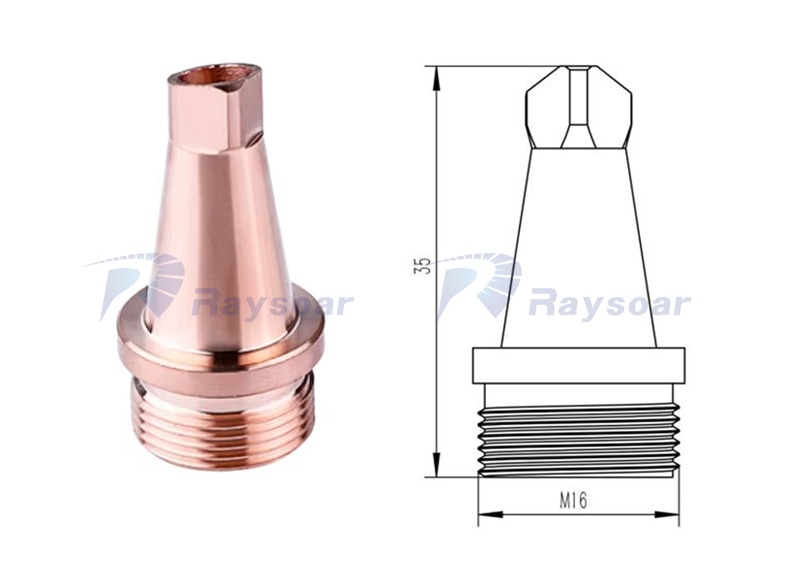
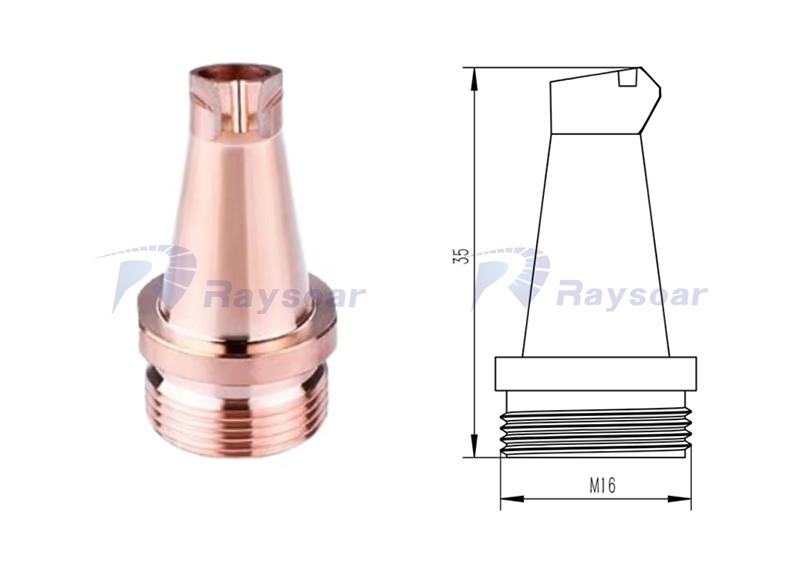
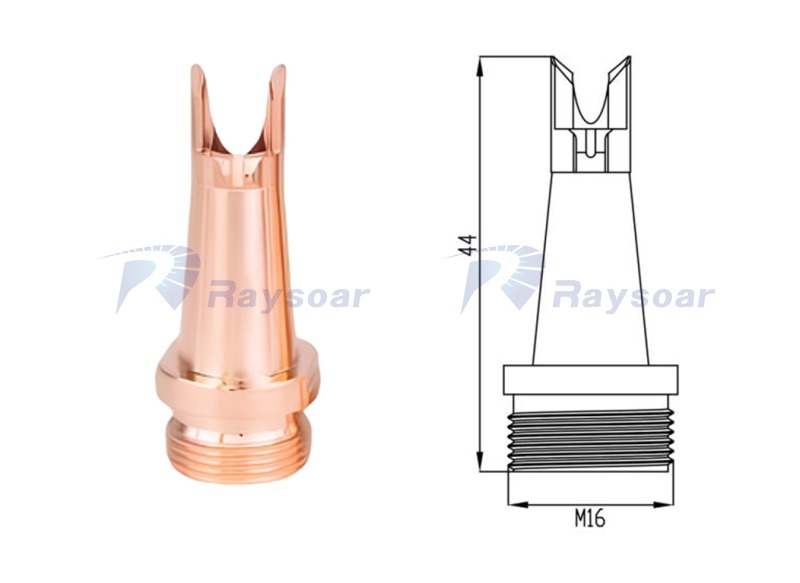
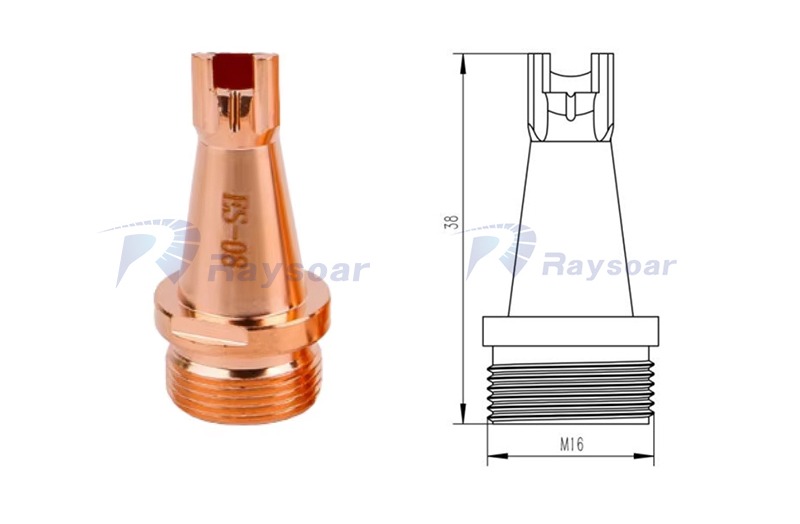
Ürün Adı: Lazer Kaynak Nozulu
Kullanım Alanı: Lazer Kaynak ve Tel Besleme İçin
Tip: M16 H40 / M16 H35 / M16 H44 / M16 H38
Çap Mevcut: 0,8 mm / 1,0 mm / 1,2 mm / 1,6 mm / 2,0 mm
Malzeme: Bakır


Sorun Olgusu |
Hızlı Tespit Yöntemi |
Acil Müdahale Adımları |
Önleyici Önlemler |
Püskürtücü Tıkanıklığı |
1. Lazer emisyonu sırasında kaynak sırasında koruyucu gaz akışında belirgin azalma; 2. Kaynak bölgesinde oksidasyon ve gözenek oluşumu meydana gelir; 3. Püskürtücü çıkış ağzında curuf birikimi gözle görülür |
1. Ekipmanın gücünü ve gaz devresini kapatın, püskürtücünün soğumasını bekleyin; 2. Nozul çıkışını temizlemek için özel bir iğne kullanın (iç duvarı çizmemeye dikkat edin); 3. İç duvarı kuru basınçlı hava ile temizleyin; 4. Zorlaşmış cürufı temizlemeden önce düşük sıcaklıkta pişirin |
1. Kaynak sırasında nozul ile ana metal arasında 1-3 mm mesafe tutun; 2. %99,99 yüksek saflıkta koruyucu gaz kullanın; 3. Her 30 dakika kaynak süresinden sonra nozulu temizleyin |
Nozul Aşınması/Deformasyonu |
1. Nozul çıkış kenarında çarpma izleri ve düzensiz açıklık; 2. Düzgün olmayan kaynak genişliği ve kaynak sapması; 3. Koruyucu gaz kapsama alanının anormal olması |
1. Deforme olmuş/ aşınmış nozulu kullanmayı bırakın ve aynı spesifikasyona sahip yeni bir nozul ile değiştirin; 2. Montaj sonrası nozul merkezi ile lazer odağı arasındaki hizalamayı kalibre edin |
1. İşlem sırasında nozulun ana metal/tesisatla çarpışmasını önleyin; 2. Bakır-krom-zirkonyum malzemeden yapılan aşınmaya dayanıklı nozulları seçin; 3. Özel aletlerle sökün ve monte edin, belirtilen torka göre sıkın |
Nozul Hava Sızıntısı/Zayıf Koruyucu Etki |
1. Kaynak yüzeyinin oksidasyon nedeniyle kararması ve yoğun gözeneklilik oluşması; 2. Su daldırma testinde nozul etrafında sürekli hava kabarcıklarının görünür olması; 3. Koruyucu gaz basıncı göstergesinin değerinde büyük dalgalanma |
1. Nozul ile tabanca gövdesi arasındaki conta yı kontrol edin, yaşlanmışsa/hasar görmüşse değiştirin; 2. Gaz devresi konektörünü sıkın ve nozulu yeniden takın; 3. Hasarlı nozulu doğrudan değiştirin |
1. Conta durumunu haftalık olarak kontrol edin ve her ay düzenli olarak değiştirin; 2. Kaynak öncesi 30 saniyelik gaz devresi sızdırmazlık testi uygulayın; 3. Nozulun yüksek sıcaklıkta ani soğumasını ve ısınmasını önleyin |
Aşırı Yüksek Nozul Sıcaklığı |
1. Nozulun dış duvarı oksitlenmeden dolayı sıcak ve hatta renk değiştirmiştir; 2. Koruyucu gaz çıkışındaki sıcaklık yüksek olup kaynak oksitlenmesini artırır; 3. Kaynak tabancası aşırı ısınma nedeniyle alarm verir |
1. Hemen kaynak işlemine durun, lazeri kapatın ve soğutma sistemini 5-10 dakika çalıştırmaya devam edin; 2. Su soğutmalı boruyu (su soğutmalı tip) veya hava kanalını (hava soğutmalı tip) temizleyin; 3. Aşırı ısınmış ve deforme olmuş nozulu değiştirin |
1. 15 dakikadan fazla kesintisiz kaynak yapmayın, aralıklarla soğutun; 2. Soğutma suyu borusundaki tortuları düzenli olarak temizleyin; 3. Laser gücünü esas metalin kalınlığına göre ayarlayın |
Nozul ile Kaynak Teli Arasında Hizalanma Bozukluğu |
1. Kaynak teli dikiş merkezinden sapar ve bu da kısmi ergimeye neden olur; 2. Laser noktası ile kaynak teli konumu arasında hizalanma bozukluğu, kaynak çaplamasını artırır; 3. Kötü kaynak şekli ve alttan erime |
1. Nozulu çıkarın ve tabancanın merkezini yeniden kalibre edin; 2. Bir şey. Kablo besleme tüpü ile nozel arasındaki bağlantıyı kontrol edin, hizalı duruma ayarlayın. 3. Bir şey. Kullanılmış nozelin yerini değiştirin. |
1. Birinci sınıf. Her seferinde nozel değiştirildikten sonra hizalama kalibrasyonu yapılır. 2. Bir şey. Kablo besleme borusunun eğilmesini ve kaymasını önlemek için konumu sabitlenmelidir. 3. Bir şey. Tel besleme mekanizmasının istikrarını düzenli olarak kontrol edin. |






Telif hakkı © 2024 Shanghai Raysoar Electromechanical Equipment Co., Ltd. tarafından sahiplenilmiştir.







