

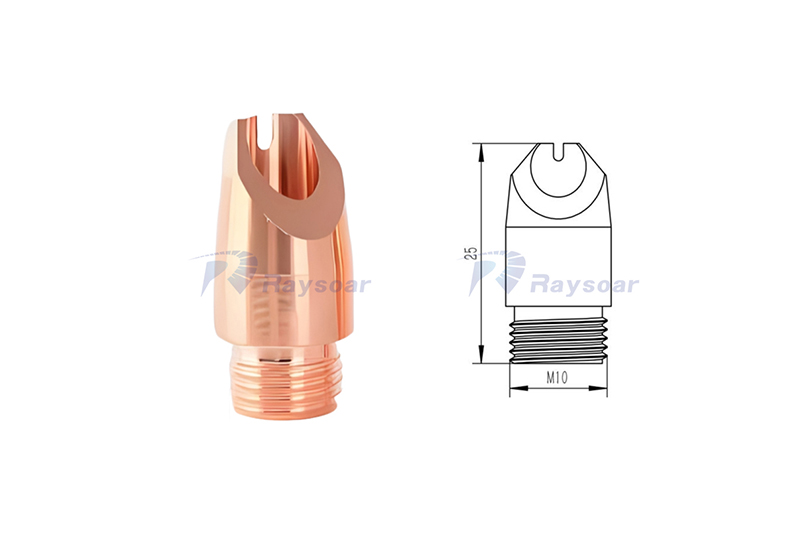
Kotisivu > Kulutustarvikkeet > Lasersuutin > Laser Hitsaus Suutin





Ongelman ilmiö |
Nopea arviointimenetelmä |
Hätätoimenpiteiden vaiheet |
Ennaltaehkäisytoimenpiteet |
Suuttimen tukkeutuminen |
1. Suojakaasuvirran selvä väheneminen laserhitsauksen aikana; 2. Hitsi hapettuu ja siinä esiintyy huokosia; 3. Kuona-aineita näkyvissä suuttimen ulostulossa |
1. Kytke laitteen virta ja kaasupiiri pois päältä, odota kunnes suutin jäähtyy; 2. Käytä erikoispinttistä tukin poistamiseen (vältä naarmuttamasta sisäseinämää); 3. Puhdista sisäseinämä kuivalla paineilulla; 4. Paahda kovettunut sulfaatti matalassa lämpötilassa ennen puhdistusta |
1. Pidä 1–3 mm etäisyys suuttimen ja perusmetallin välillä hitsauksen aikana; 2. Käytä 99,99 %:n korkeapuhdasta suojakaasua; 3. Puhdista suutin joka 30 minuutin hitsauksen jälkeen |
Suuttimen kuluminen/muodonmuutos |
1. Törmäysjäljet suuttimen ulostulon reunalla ja epäsäännöllinen aukko; 2. Epätasainen hitsin leveys ja siirtynyt hitsaus; 3. Poikkeava suojakaasun peittävyysalue |
1. Lopeta vääristyneen/kuluneen suuttimen käyttö ja vaihda se uuteen, joka on saman määritteen mukainen; 2. Kalibroi suuttimen keskikohdan ja laserfokusuksen välinen asento asennuksen jälkeen |
1. Vältä suuttimen törmäystä perusmetalliin/kiinnitykseen käytön aikana; 2. Valitse kulumisvastoiset suuttimet, jotka on valmistettu kupari-kromi-zyrkonium-materiaalista; 3. Purkaa ja kokoaa erikoistyökaluilla, kiristä määrätyn vääntömomentin mukaan |
Suuttimen ilmavuoto/huono suojavaikutus |
1. Hitsauspinta muuttuu mustaksi hapettumisen vuoksi, ja tiheä huokous ilmenee; 2. Jatkuvia ilmakuplia näkyy suuttimen ympärillä vedentäyttökokeessa; 3. Suojakaasun painemittarin lukema vaihtelee voimakkaasti |
1. Tarkista suuttimen ja aseen rungon välisen tiivisterengas, vaihda jos se on vanhentunut/vaurioitunut; 2. Kiristä kaasupiirin liitin ja asenna suutin uudelleen; 3. Vaihda vaurioitunut suutin suoraan; |
1. Tarkista tiivisteiden kunto viikoittain ja vaihda ne säännöllisesti kuukausittain; 2. Suorita 30 sekunnin kaasupiirin vuototesti ennen hitsausta; 3. Vältä suuttimen äkillistä jäähtymistä ja kuumennusta korkeassa lämpötilassa |
Liiallisen korkea suuttimen lämpötila |
1. Suuttimen ulkoseinä on kuuma ja voi olla värisepä huojuessaan hapettumisen vuoksi; 2. Suojakaasun ulostulon lämpötila on korkea, mikä pahentaa hitsin hapettumista; 3. Hitsauspistooli hälyttää ylikuumenemisestä |
1. Pysäytä hitsaus välittömästi, sammuta laser ja pidä jäähdytysjärjestelmä käynnissä 5–10 minuuttia; 2. Puhdista vesi jäähdytysputki (vesijäähdytteinen tyyppi) tai ilmakanava (ilma-jäähdytteinen tyyppi); 3. Vaihda ylikuumennettu ja muodonmuuttunut suutin |
1. Älä hitsaa jatkuvasti yli 15 minuuttia, anna jäähdytyksen tapahtua taukojen aikana; 2. Puhdista säännöllisesti kalkkisaostumat jäähdytysveden putkesta; 3. Säädä laserin tehoa perusmetallin paksuuden mukaan |
Suuttimen ja hitsauslangan epäkeskisyys |
1. Hitsauslanka poikkeaa hitsauskeskustasta, mikä johtaa epätäydelliseen sulautumiseen; 2. Epäkohdassa laserpisteen ja hitsauslangan sijainnissa, mikä lisää hitsauskipinöitä; 3. Huono hitsin muodostuminen ja alavalmiste |
1. Poista suutin ja kalibroi uudelleen pistokkeen keskikohta; 2. Tarkista langansyöttöputken ja suuttimen välisen liitoksen yhteensopivuus ja säädä se kohdistettuun asentoon; 3. Vaihda kulunut suutin suoraan; |
1. Suorita kohdistuskalibrointi aina suuttimen vaihdon jälkeen; 2. Kiinnitä langansyöttöputken paikka välttääksesi taipumista ja siirtymistä; 3. Tarkista säännöllisesti langansyöttömekanismin vakaus |


Copyright © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.





