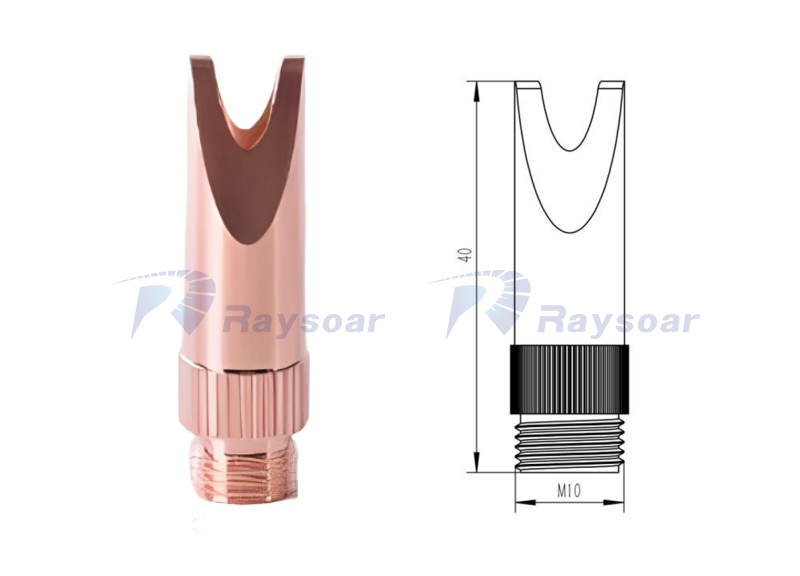
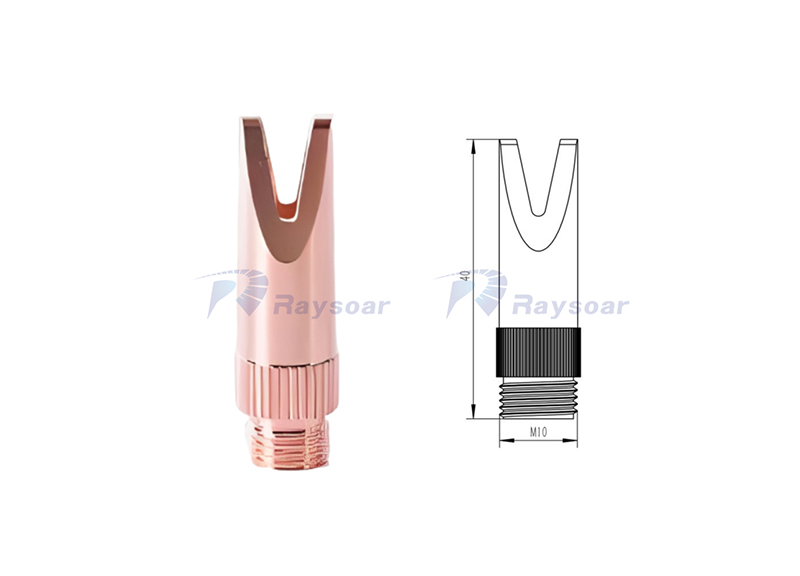
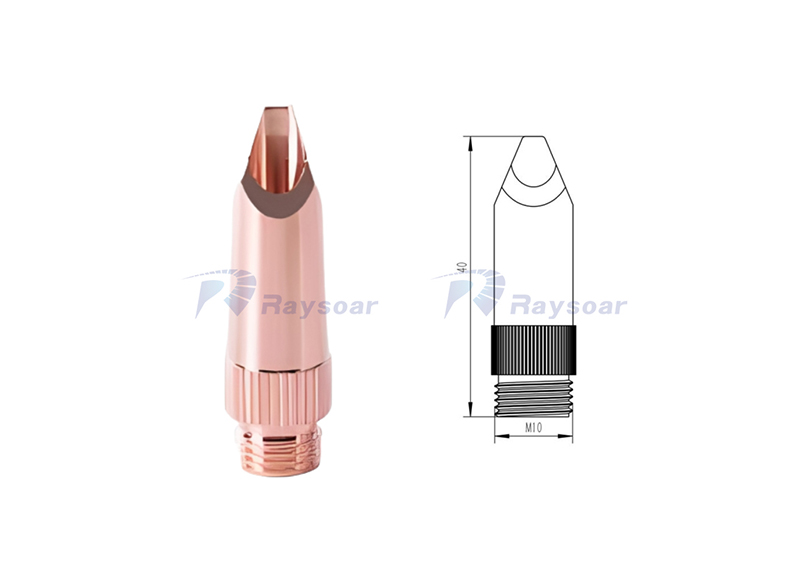
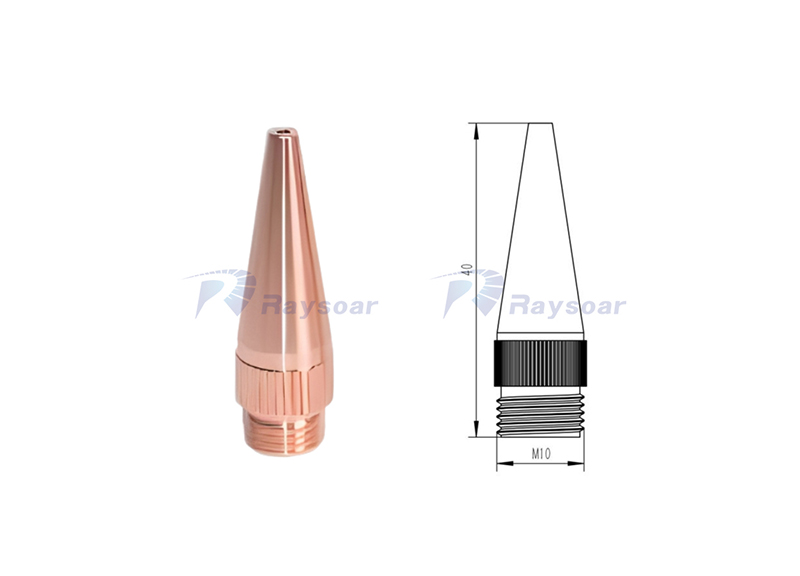
Начална страница > Разходни Материали > Лазерна Насадка > Лазерна дюза за заваряване




Явление на проблема |
Бърз метод за диагностика |
Стъпки за аварийно реагиране |
Превентивни мерки |
Запушване на дюзата |
1. Очевидно намаляване на потока на защитния газ по време на заваряване с лазерно излъчване; 2. Възникване на окисление и пори в заварката; 3. Наблюдава се натрупване на шлака при изхода на дюзата |
1. Изключете захранването и газовата мрежа на оборудването, изчакайте дюзата да се охлади; 2. Използвайте специален пин, за да почистите изхода на дюзата (избягвайте драскане на вътрешната стена); 3. Издухайте вътрешната стена със сух компресиран въздух; 4. Загрейте здраво залепналите остатъци при ниска температура преди почистване |
1. Поддържайте разстояние от 1-3 мм между дюзата и основния метал по време на заваряване; 2. Използвайте защитен газ с висока чистота 99,99%; 3. Почиствайте дюзата на всеки 30 минути заваряване |
Износване/деформация на дюзата |
1. Следи от сблъсък по ръба на изхода на дюзата и нередовен отвор; 2. Неравномерна ширина на заварката и отместено заваряване; 3. Аномален обхват на покритието с защитен газ |
1. Спрете използването на деформирания/износен накрайник и го заменете с нов, от същата спецификация; 2. Калибрирайте центрирането между центъра на накрайника и лазерния фокус след монтажа; |
1. Избягвайте сблъсък на накрайника с основния метал/предпазното устройство по време на работа; 2. Изберете устойчиви на износване накрайници, изработени от мед-хром-циркониев материал; 3. Разглобявайте и сглобявайте със специални инструменти, затегнете според посочения момент на затягане; |
Навлизане на въздух в накрайника/лош ефект на защитата; |
1. Заваръчната повърхност почернява поради окисляване и се появява плътна порестост; 2. При теста с потапяне във вода се наблюдават непрекъснати въздушни мехурчета около накрайника; 3. Голяма колебание на показанията на манометъра за налягане на защитния газ; |
1. Проверете уплътнителната пръстенка между накрайника и тялото на горелката, заменете я при стариране/повреда; 2. Затегнете връзката на газовия кръг и инсталирайте отново дюзата; 3. Направо заменете повредената дюза |
1. Проверявайте състоянието на уплътнението ежеседмично и го сменяйте редовно всеки месец; 2. Извършете 30-секунден тест за теч на газовия кръг преди заваряване; 3. Избягвайте внезапно охлаждане и нагряване на дюзата при висока температура |
Прекомерно висока температура на дюзата |
1. Външната стена на дюзата е гореща и дори променена по цвят поради окисляване; 2. Температурата на изхода на защитния газ е висока, което засилва окисляването при заварката; 3. Светлинният пистолет подава сигнал за прегряване |
1. Незабавно спрете заваряването, изключете лазера и оставете системата за охлаждане да работи в продължение на 5–10 минути; 2. Почистете водната охлаждаща тръба (тип с водно охлаждане) или въздушния канал (тип с въздушно охлаждане); 3. Заменете прегрятия и деформиран накрайник; |
1. Не заварявайте непрекъснато повече от 15 минути, правете почивки за охлаждане; 2. Редовно почиствайте натрупаните отлагания в охлаждащата водна тръба; 3. Регулирайте лазерната мощност според дебелината на основния метал; |
Нецентриране между накрайника и заваръчната жица |
1. Заваръчната жица отклонява от центъра на заварката, което води до непълно сливане; 2. Нецентриране между лазерното петно и позицията на заваръчната жица, което увеличава заваръчните пръски; 3. Лошо формиране на заварката и подравяне; |
1. Премахнете накрайника и отново центрирайте цевта на пистолета; 2. Проверете връзката между тръбата за подаване на жица и накрайника, нагласете я в подравнено състояние; 3. Незабавно сменете износения накрайник |
1. Извършете калибриране на подравняването след всяка смяна на накрайника; 2. Закрепете положението на тръбата за подаване на жица, за да се избегне огъване и отместване; 3. Редовно проверявайте стабилността на механизма за подаване на жица |


Copyright © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.