

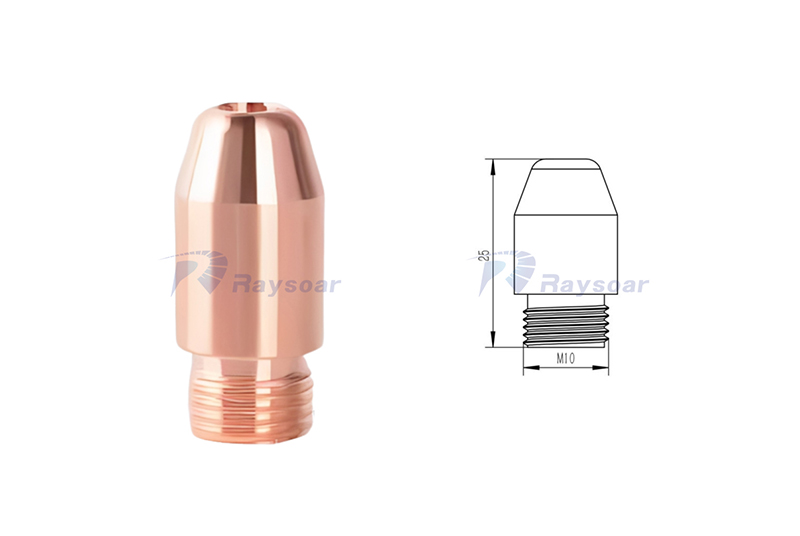
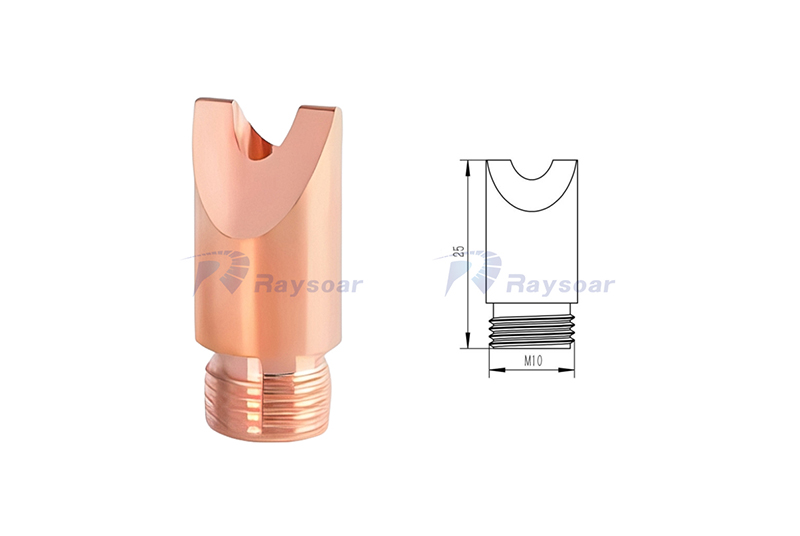
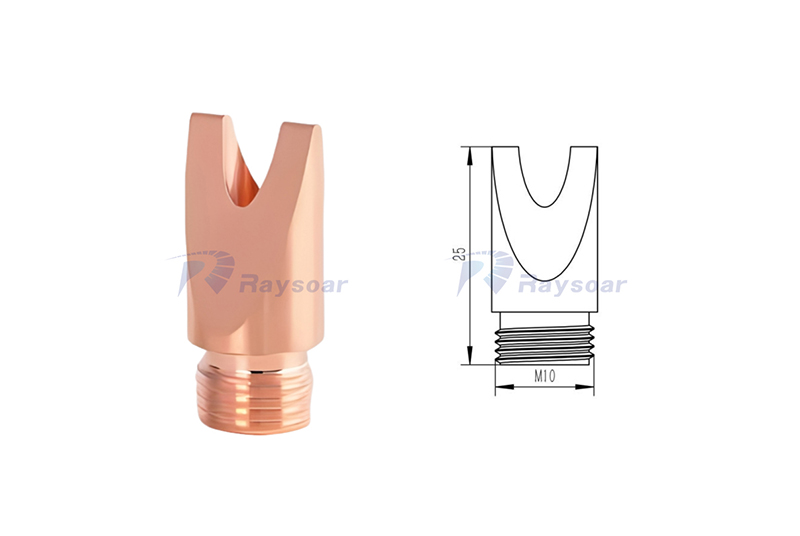
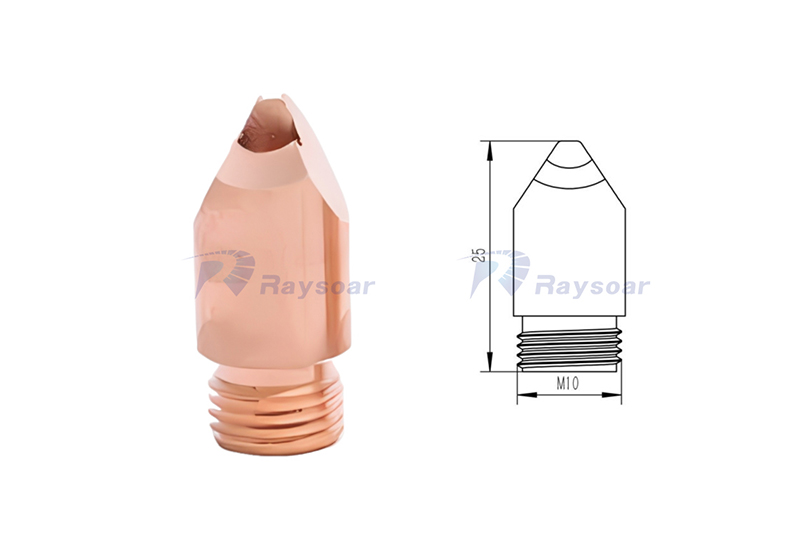
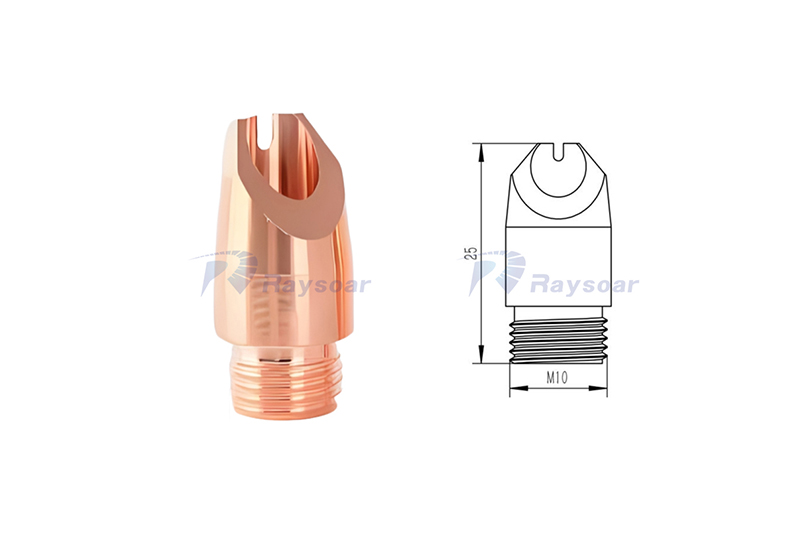
Trang Chủ > Vật Tư Tiêu Hao > Đầu phun laser > Đầu phun hàn laser





Hiện tượng sự cố |
Phương pháp chẩn đoán nhanh |
Các bước xử lý khẩn cấp |
Biện pháp Phòng ngừa |
Tắc nghẽn vòi phun |
1. Dòng khí bảo vệ giảm rõ rệt trong quá trình hàn có phát tia laser; 2. Xuất hiện hiện tượng oxy hóa và rỗ khí ở mối hàn; 3. Có thể nhìn thấy tích tụ xỉ tại đầu ra của vòi phun |
1. Tắt nguồn thiết bị và mạch khí, chờ vòi phun nguội xuống; 2. Sử dụng chốt đặc biệt để làm sạch lỗ phun (tránh làm xước thành trong); 3. Thổi sạch thành trong bằng khí nén khô; 4. Nướng nhẹ xỉ bám chắc ở nhiệt độ thấp trước khi làm sạch |
1. Giữ khoảng cách 1-3mm giữa đầu phun và kim loại nền trong quá trình hàn; 2. Sử dụng khí bảo vệ có độ tinh khiết cao 99,99%; 3. Làm sạch đầu phun sau mỗi 30 phút hàn |
Mài mòn/Biến dạng đầu phun |
1. Dấu va chạm trên mép lỗ phun và lỗ không đều; 2. Chiều rộng mối hàn không đồng đều và lệch đường hàn; 3. Phạm vi phủ khí bảo vệ bất thường |
1. Ngừng sử dụng đầu phun bị biến dạng/mòn và thay thế bằng đầu phun mới cùng thông số kỹ thuật; 2. Hiệu chuẩn lại độ đồng tâm giữa tâm đầu phun và tiêu điểm tia laser sau khi lắp đặt |
1. Tránh va chạm giữa đầu phun và kim loại nền/đồ gá trong quá trình vận hành; 2. Chọn đầu phun chịu mài mòn làm bằng vật liệu đồng-crom-kêri; 3. Tháo lắp bằng dụng cụ chuyên dùng, siết chặt theo momen xoắn quy định |
Rò rỉ khí đầu phun/Hiệu quả bảo vệ kém |
1. Bề mặt hàn bị ngăm đen do oxy hóa và xuất hiện lỗ rỗ dạng đặc; 2. Quan sát thấy bong bóng khí liên tục xung quanh đầu phun trong bài kiểm tra ngâm nước; 3. Đồng hồ áp suất khí bảo vệ dao động lớn |
1. Kiểm tra gioăng đệm giữa đầu phun và thân súng, thay thế nếu bị lão hóa/hư hỏng; 2. Siết chặt đầu nối mạch khí và lắp lại vòi phun; 3. Thay trực tiếp vòi phun bị hư hỏng |
1. Kiểm tra tình trạng gioăng mỗi tuần và thay định kỳ hàng tháng; 2. Thực hiện kiểm tra rò rỉ mạch khí trong 30 giây trước khi hàn; 3. Tránh làm nguội hoặc đốt nóng đột ngột vòi phun ở nhiệt độ cao |
Nhiệt độ vòi phun quá cao |
1. Thành ngoài của vòi phun nóng và thậm chí đổi màu do oxy hóa; 2. Nhiệt độ tại lỗ thoát khí bảo vệ cao, làm tăng cường hiện tượng oxy hóa mối hàn; 3. Súng hàn báo động quá nhiệt |
1. Ngay lập tức dừng việc hàn, tắt tia laser và duy trì hệ thống làm mát hoạt động trong 5-10 phút; 2. Làm sạch ống dẫn làm mát bằng nước (loại làm mát bằng nước) hoặc ống dẫn khí (loại làm mát bằng không khí); 3. Thay thế đầu phun bị quá nhiệt và biến dạng |
1. Không hàn liên tục quá 15 phút, cần nghỉ giải lao để làm nguội; 2. Thường xuyên làm sạch cặn trong ống dẫn nước làm mát; 3. Điều chỉnh công suất laser phù hợp với độ dày của kim loại cơ bản |
Lệch tâm giữa đầu phun và dây hàn |
1. Dây hàn lệch khỏi tâm mối hàn, dẫn đến hiện tượng không hòa nhập hoàn toàn; 2. Lệch tâm giữa điểm laser và vị trí dây hàn, làm tăng bắn tóe khi hàn; 3. Mối hàn hình thành kém và hiện tượng xói mỏng |
1. Tháo đầu phun và hiệu chuẩn lại tâm súng; 2. Kiểm tra kết nối giữa ống dẫn dây hàn và đầu phun, điều chỉnh về trạng thái thẳng hàng; 3. Thay trực tiếp đầu phun đã mòn |
1. Thực hiện hiệu chuẩn căn chỉnh sau mỗi lần thay đầu phun; 2. Cố định vị trí của ống dẫn dây hàn để tránh bị uốn cong và lệch; 3. Thường xuyên kiểm tra độ ổn định của cơ chế cấp dây |


Bản quyền © 2024 thuộc về Shanghai Raysoar Electromechanical Equipment Co., Ltd.





