






مسئلہ کا مظہر |
تیزی سے تشخیص کا طریقہ |
ہنگامی کارروائی کے مراحل |
روک تھام کے اقدامات |
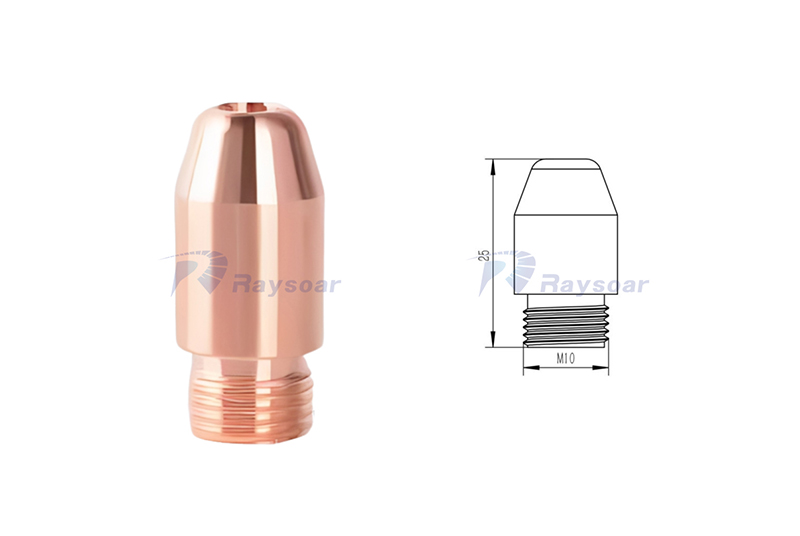
نوزل کا بلاک ہونا |
1. لیزر کی اخراج کے دوران ویلڈنگ میں شیلڈنگ گیس کے بہاؤ میں واضح کمی؛ 2. ویلڈ آکسیکرن اور رخوست (porosity) پیدا ہوتی ہے؛ 3. نوزل کے خروجی مقام پر سلاگ جمع ہونا نظر آتا ہے |
1. آلات کی بجلی اور گیس سرکٹ بند کر دیں، نوزل کے ٹھنڈا ہونے کا انتظار کریں؛ 2. نوزل کے نکاسی کو صاف کرنے کے لیے ایک خصوصی پن استعمال کریں (اندر کی دیوار کو خراش سے بچائیں)؛ 3. خشک مضغوط ہوا کے ساتھ اندر کی دیوار کو صاف کریں؛ 4. صفائی سے پہلے سخت ملبے کو کم درجہ حرارت پر بیک کریں |
1. ویلڈنگ کے دوران نوزل اور بنیادی دھات کے درمیان 1-3 ملی میٹر کا فاصلہ برقرار رکھیں؛ 2. 99.99% اعلیٰ خالص ویلڈنگ گیس استعمال کریں؛ 3. ہر 30 منٹ ویلڈنگ کے بعد نوزل کی صفائی کریں |
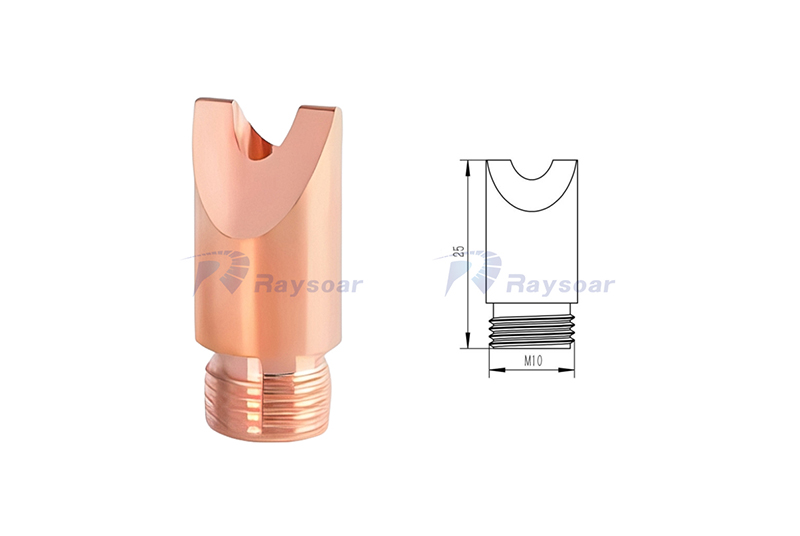
نوزل کا پہننا/تشکیل میں تبدیلی |
1. نوزل کے نکاسی کے کنارے پر ٹکرانے کے نشانات اور غیر منظم سوراخ؛ 2. ویلڈ کی چوڑائی میں ناہمواری اور ویلڈنگ کا بے ترتیب ہونا؛ غیر معمولی شیلڈنگ گیس کی کوریج کی حد |
1. ڈی فارمڈ/پہنے ہوئے نوزل کے استعمال کو بند کریں اور اسی ماڈل کے نئے نوزل سے تبدیل کریں؛ 2. انسٹالیشن کے بعد نوزل کے مرکز اور لیزر فوکس کے درمیان ایلائنمنٹ کی کیلیبریشن کریں |
1. آپریشن کے دوران نوزل کے بیس میٹل/فکسچر سے ٹکرانے سے گریز کریں؛ 2. تانبے-کرومائیم-زرکونیم میٹریل سے بنے پہننے میں مزاحم نوزل کا انتخاب کریں؛ 3. خصوصی اوزاروں کے ساتھ ڈیمونٹ اور اسمبل کریں، مقررہ ٹورک کے مطابق کسیں |
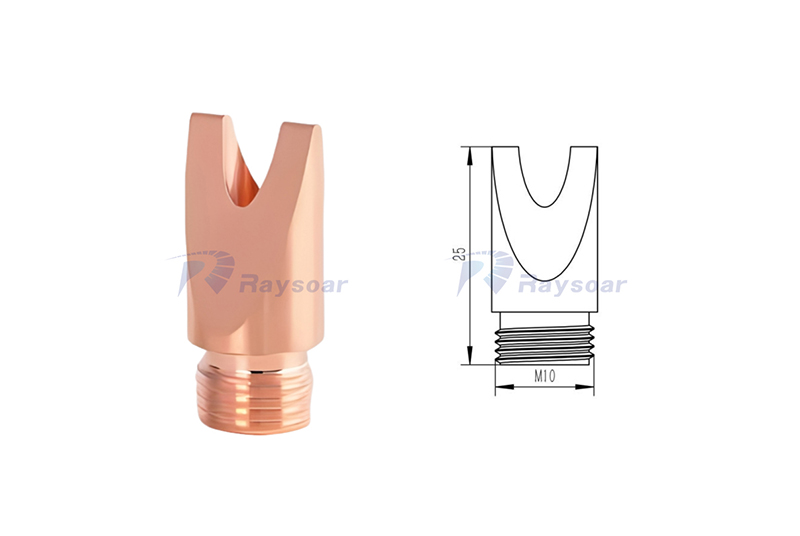
نوزل سے ہوا کا رساو/کمزور شیلڈنگ اثر |
1. آکسیڈیشن کی وجہ سے ویلڈ سطح کالی پڑ جاتی ہے اور گہرے سوراخ نظر آتے ہیں؛ 2. پانی میں ڈبونے کے ٹیسٹ میں نوزل کے گرد مسلسل ہوا کے بلبل دکھائی دیتے ہیں؛ 3. شیلڈنگ گیس کے دباؤ گیج کی قیمت میں بڑی لہریں آتی ہیں |
1. نوزل اور بندوق کے جسم کے درمیان گسکٹ کی جانچ کریں، اگر عمر رسیدہ/خراب ہو تو تبدیل کریں؛ 2. گیس سرکٹ کنکٹر کو کس کریں اور نوزل کو دوبارہ لگائیں؛ 3. خراب نوزل کو براہ راست تبدیل کریں |
1. ہفتہ وار طور پر گسکٹ کی حالت کی جانچ کریں اور ماہانہ بنیاد پر اسے منظم طریقے سے تبدیل کریں؛ 2. ویلڈنگ سے پہلے 30-سیکنڈ کا گیس سرکٹ لیک ٹیسٹ کریں؛ 3. نوزل کو زیادہ درجہ حرارت پر اچانک ٹھنڈا یا گرم کرنے سے گریز کریں |
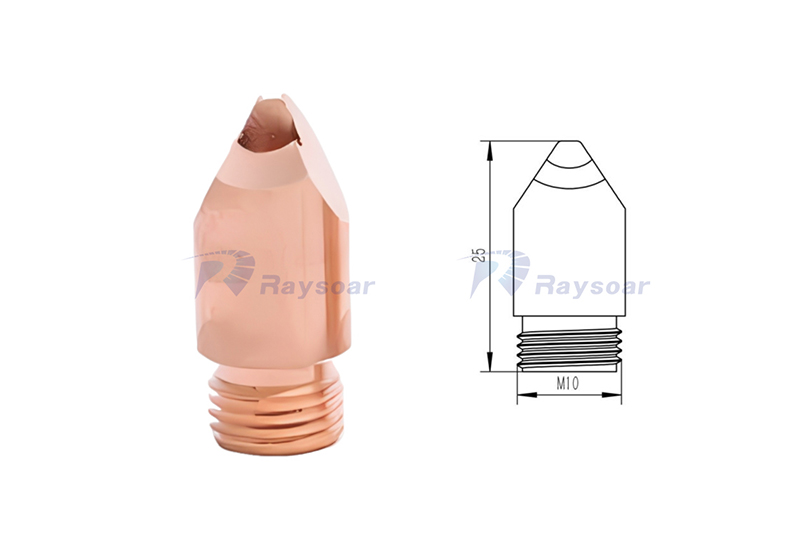
نوزل کا درجہ حرارت بہت زیادہ |
1. نوزل کی بیرونی دیوار آکسیکرن کی وجہ سے گرم اور یہاں تک کہ رنگ بدل جاتی ہے؛ 2. شیلڈنگ گیس کے اخراج پر درجہ حرارت زیادہ ہونے کی وجہ سے ویلڈ آکسیکرن شدید ہو جاتی ہے؛ 3. ویلڈنگ گن اوور ہیٹنگ کے لیے الارم بجاتی ہے |
1. فوری طور پر ویلڈنگ بند کر دیں، لیزر بند کر دیں، اور 5 سے 10 منٹ تک کولنگ سسٹم چلتا رہنے دیں؛ 2. پانی کے کولنگ پائپ لائن (پانی سے ٹھنڈا ہونے والا قسم) یا ایئر ڈکٹ (ہوا سے ٹھنڈا ہونے والا قسم) کی صفائی کریں؛ 3. زیادہ گرمی اور بگڑے ہوئے نوزل کی تبدیلی کریں |
1. مسلسل 15 منٹ سے زیادہ ویلڈنگ نہ کریں، وقفے وقفے سے ٹھنڈا کریں؛ 2. کولنگ واٹر پائپ لائن میں جمع ہونے والے اسکیل کو باقاعدگی سے صاف کریں؛ 3. بنیادی دھات کی موٹائی کے مطابق لیزر پاور کو ایڈجسٹ کریں |
نوزل اور ویلڈنگ تار کے درمیان غیر مطابقت |
1. ویلڈنگ تار جوڑ کے مرکز سے ہٹ جاتی ہے، جس کی وجہ سے مکمل امتزاج نہیں ہوتا؛ 2. لیزر کے نقطہ اور ویلڈنگ تار کی پوزیشن کے درمیان غیر مطابقت، جس سے ویلڈنگ سپلیٹر میں اضافہ ہوتا ہے؛ 3. بری ویلڈ تشکیل اور انڈر کٹ |
1. نوزل کو ہٹا دیں اور بندوق کے مرکز کی دوبارہ کیلیبریشن کریں؛ 2. وائر فیڈ ٹیوب اور نوزل کے درمیان کنکشن کی جانچ کریں، اور انہیں درست حالت میں ایڈجسٹ کریں؛ 3. پہنے ہوئے نوزل کی براہ راست تبدیلی کریں |
1. ہر بار نوزل تبدیل کرنے کے بعد الائنمنٹ کیلیبریشن انجام دیں؛ 2. وائر فیڈ ٹیوب کی پوزیشن کو مستقل کریں تاکہ موڑ اور آف سیٹ سے بچا جا سکے؛ 3. وائر فیڈ میکانزم کی استحکام کی باقاعدگی سے جانچ کریں |


تاریخ انتشار © 2024 شانگھائی رے سوار الیکٹرو میکینیکل ڈیوائس کمپنی، محدود کی طرف سے.





