

Домашня сторінка > Розхідні Матеріали > Лазерна Поза > Лазерна насадка для зварювання
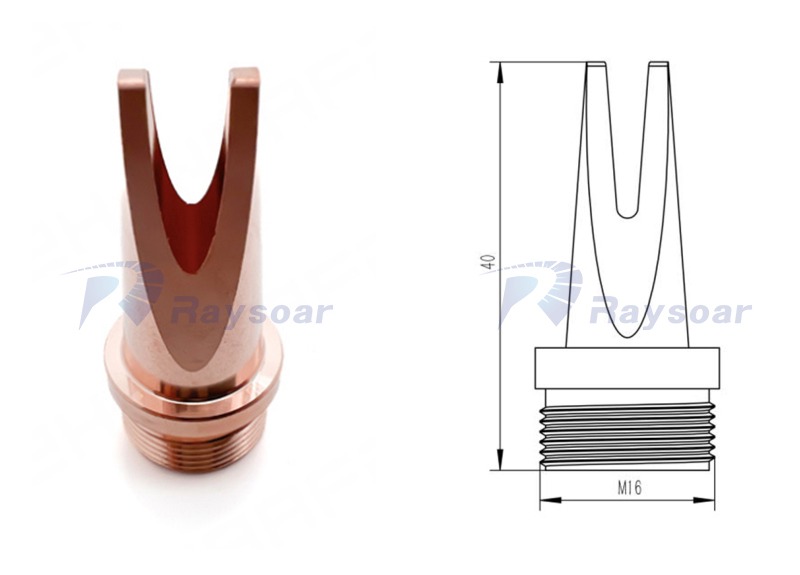
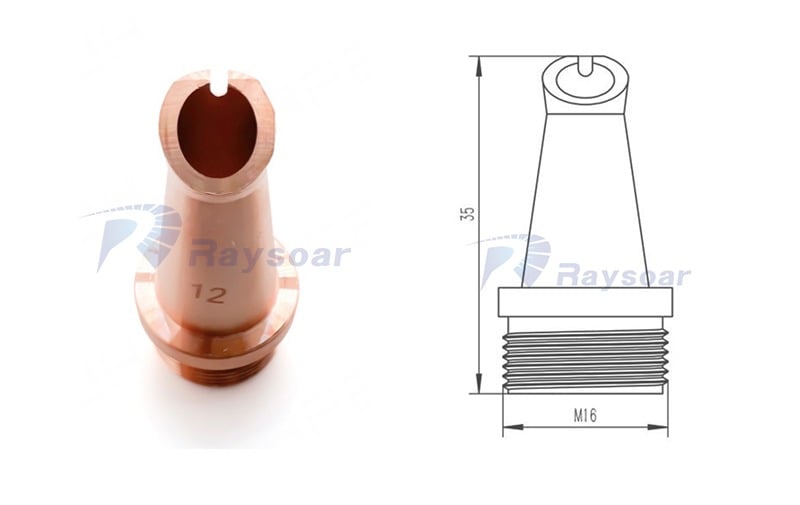
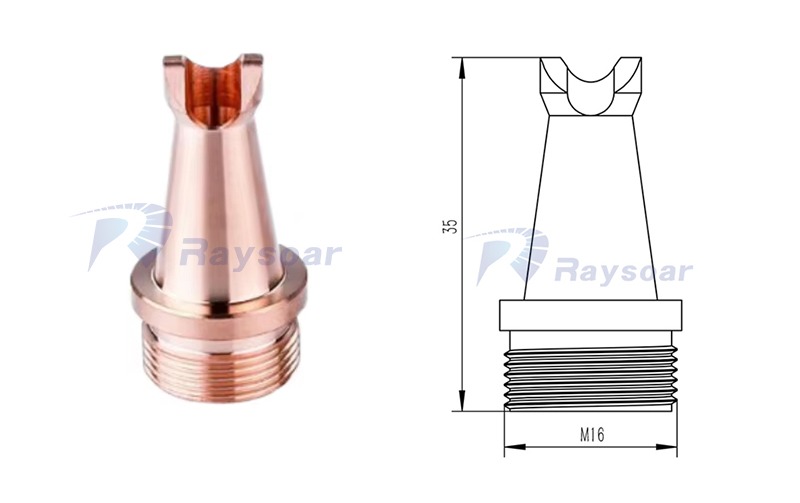
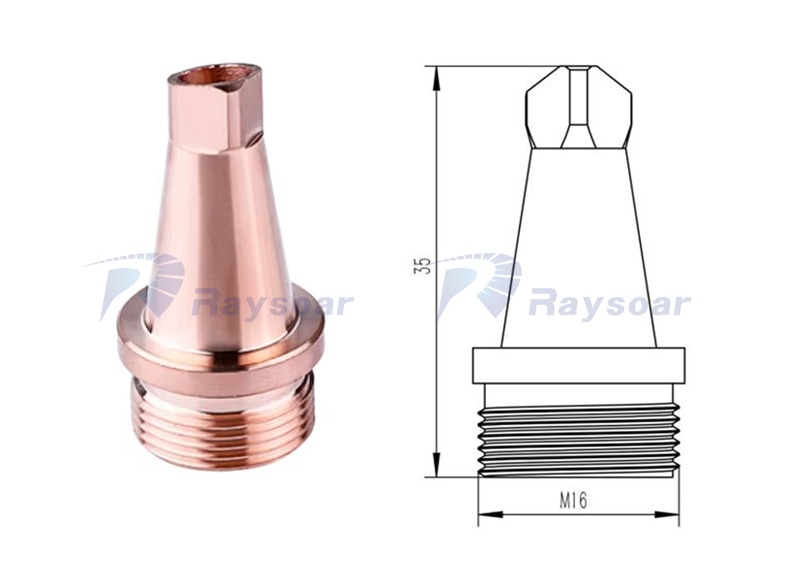
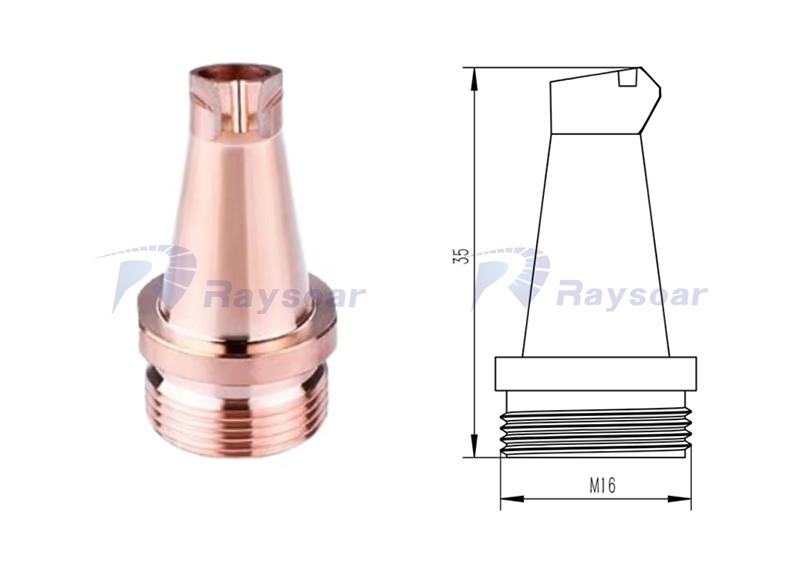
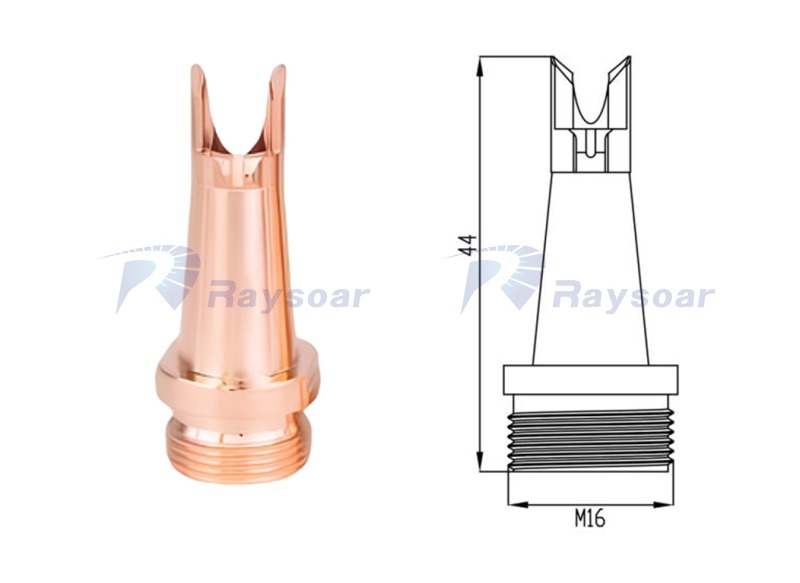
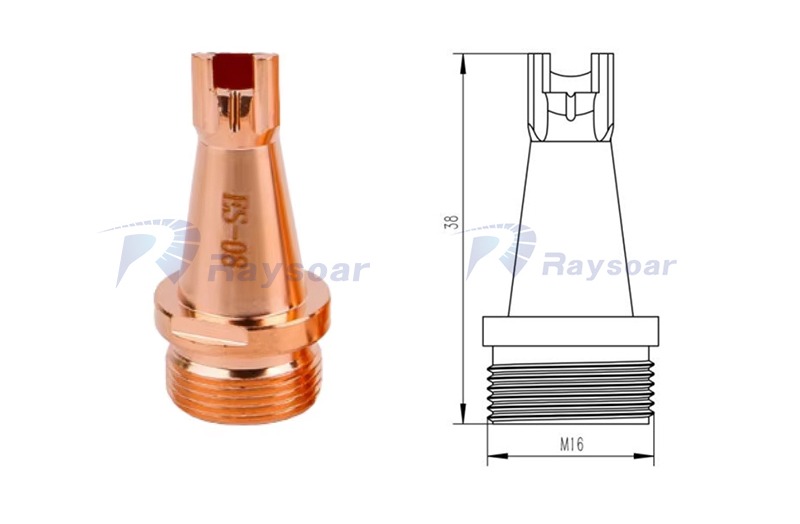
Назва продукту: Сопло для лазерного зварювання
Застосування: Для лазерного зварювання та подачі дроту
Тип: M16 H40 / M16 H35 / M16 H44 / M16 H38
Калібр в наявності: 0,8 мм / 1,0 мм / 1,2 мм / 1,6 мм / 2,0 мм
Матеріал: Мідь


Проблема |
Швидкий метод визначення |
Екстрені дії |
Профілактичні заходи |
Забруднення сопла |
1. Помітне зниження подачі захисного газу під час зварювання лазером; 2. Виникнення окислення та пористості зварного шву; 3. Нагромадження шлаку видно на виході сопла |
1. Вимкніть живлення обладнання та газовий контур, дочекайтеся охолодження сопла; 2. Використовуйте спеціальний штифт для очищення вихідного отвору сопла (уникайте подряпин на внутрішній стінці); 3. Продуйте внутрішню стінку сухим стисненим повітрям; 4. Прогрійте стійкий шлак при низькій температурі перед очищенням |
1. Під час зварювання тримайте відстань 1-3 мм між соплом та основним металом; 2. Використовуйте захисний газ з високою чистотою 99,99%; 3. Очищайте сопло кожні 30 хвилин зварювання |
Знос/деформація сопла |
1. Сліди зіткнення на краю вихідного отвору сопла та нерегулярний отвір; 2. Нерівна ширина шва та зміщення зварювання; 3. Аномальний діапазон покриття захисного газу |
1. Припиніть використання деформованого/зношеного сопла та замініть його новим з такою самою специфікацією; 2. Відкалібруйте вирівнювання між центром сопла та фокусом лазера після встановлення |
1. Уникайте зіткнення сопла з основним металом/кріпленням під час роботи; 2. Вибирайте зносостійкі сопла, виготовлені з матеріалу мідь-хром-цирконій; 3. Розбирайте та збирайте за допомогою спеціального інструменту, затягуйте згідно з вказаним крутним моментом |
Витік повітря з сопла/поганий захисний ефект |
1. Зварний шов почорніє через окиснення та з’являється щільна пористість; 2. Під час тесту зануренням у воду видно безперервні повітряні бульбашки навколо сопла; 3. Сильні коливання показників манометра тиску захисного газу |
1. Перевірте прокладку між соплом та корпусом пальника, замініть, якщо вона стара або пошкоджена; 2. Затягніть з'єднувач газового контуру та встановіть сопло назад; 3. Безпосередньо замініть пошкоджене сопло |
1. Щотижня перевіряйте стан ущільнювального кільця та регулярно замінюйте його кожного місяця; 2. Перед зварюванням виконайте 30-секундне випробування газового контуру на витік; 3. Уникайте раптового охолодження та нагрівання сопла при високій температурі |
Надмірно висока температура сопла |
1. Зовнішня стінка сопла гаряча і навіть потемніла через окиснення; 2. Температура на виході захисного газу висока, що посилює окиснення зварного шву; 3. Зварювальний пістолет подає сигнал тривоги про перегрів |
1. Негайно припиніть зварювання, вимкніть лазер і залиште систему охолодження працювати протягом 5–10 хвилин; 2. Очистіть водяний охолоджувальний трубопровід (тип з водяним охолодженням) або повітряний канал (тип з повітряним охолодженням); 3. Замініть перегрітий і деформований сопло; |
1. Не зварюйте безперервно більше ніж 15 хвилин, робіть перерви для охолодження; 2. Регулярно очищайте накип у трубопроводі охолоджувальної води; 3. Налаштуйте потужність лазера відповідно до товщини основного металу |
Невідповідність між соплом та зварювальним дротом |
1. Зварювальний дріт відхиляється від центру шва, що призводить до неповного сплавлення; 2. Невідповідність між лазерною плямою та положенням зварювального дроту, що збільшує розбризкування під час зварювання; 3. Погана форма шва та підрізування |
1. Зніміть сопло та повторно відкалібруйте центр пальника; 2. Перевірте з'єднання між трубкою подачі дроту та соплом, відрегулюйте до стану співвісності; 3. Безпосередньо замініть зношене сопло |
1. Виконайте калібрування вирівнювання після кожної заміни сопла; 2. Зафіксуйте положення трубки подачі дроту, щоб уникнути вигину та зміщення; 3. Регулярно перевіряйте стабільність механізму подачі дроту |






Авторське право © 2024 компанією Shanghai Raysoar Electromechanical Equipment Co., Ltd.







