

Homepage > Mga Konsumibol > Nozzle ng Laser > Laser Welding Nozzle
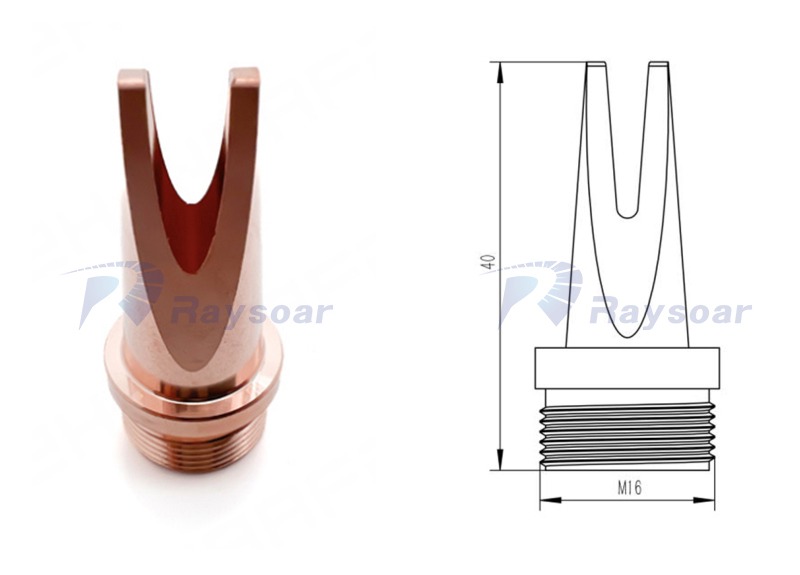
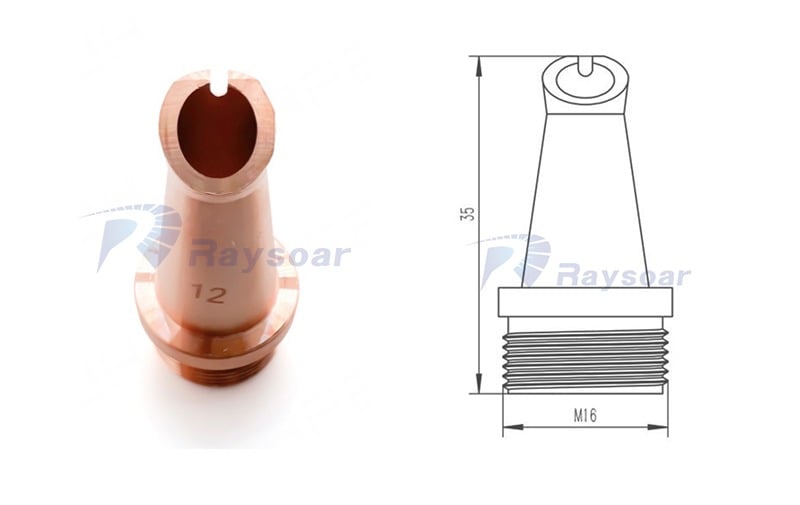
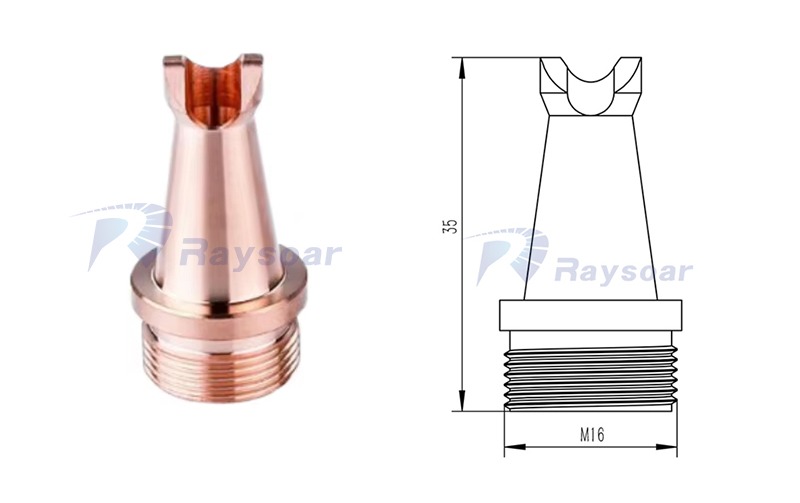
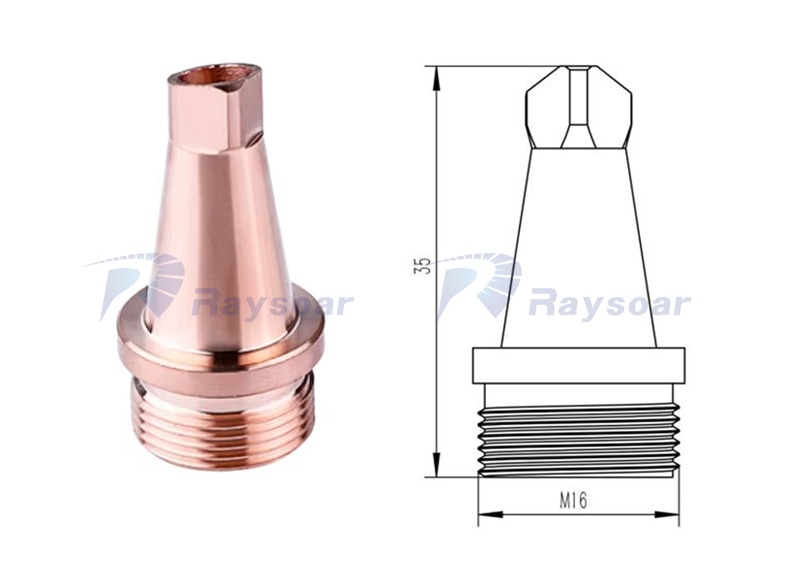
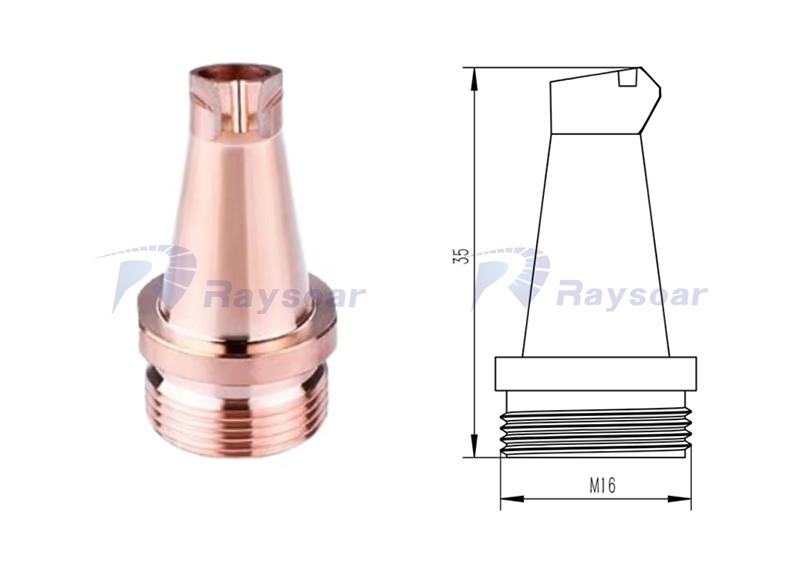
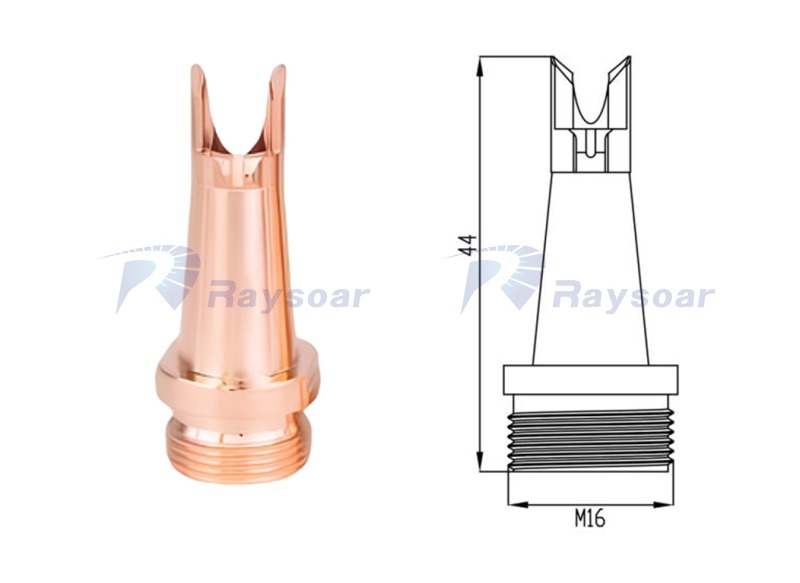
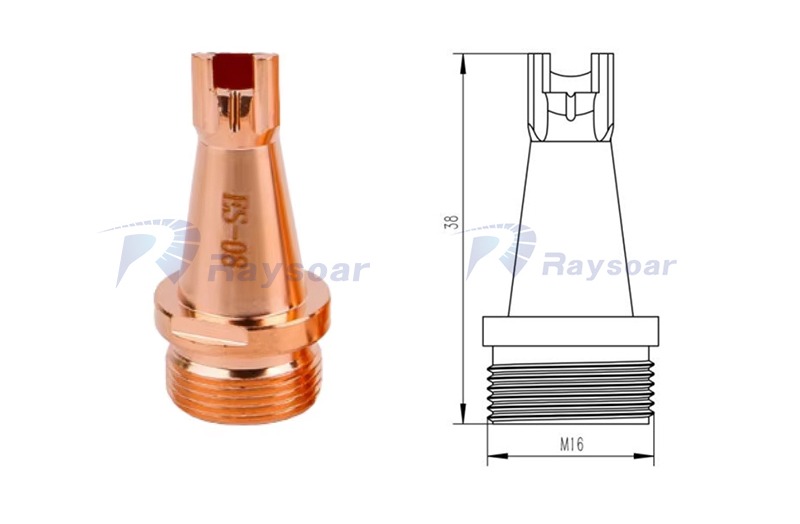
Pangalan ng Produkto: Laser Welding Nozzle
Gamit: Para sa Laser Welding at Pagpapakain ng Wire
Uri: M16 H40 / M16 H35 / M16 H44 / M16 H38
Magagamit na Kalibre: 0.8mm / 1.0mm / 1.2mm / 1.6mm / 2.0mm
Materyal: Tanso


Pangyayari ng Problema |
Mabilis na Paraan ng Paghuhusga |
Mga Hakbang sa Emergency na Pamamaraan |
Pangunahing Pagpapahanda |
Pagkabara ng Nozzle |
1. Malinaw na pagbaba sa daloy ng shielding gas habang nag-welding na may laser emission; 2. Nangyayari ang oksihenasyon at porosity sa weld; 3. Nakikita ang pag-iral ng slag sa outlet ng nozzle |
1. I-off ang power at gas circuit ng kagamitan, hintayin hanggang lumamig ang nozzle; 2. Gamitin ang isang espesyal na pin para linisin ang outlet ng nozzle (iwasang scratchin ang panloob na pader); 3. I-purge ang panloob na pader gamit ang tuyong nakapipigil na hangin; 4. Painitin ang matigas na slag sa mababang temperatura bago linisin |
1. Panatilihin ang 1-3mm na distansya sa pagitan ng nozzle at base metal habang nag-welding; 2. Gamitin ang 99.99% mataas na kahusayan ng shielding gas; 3. Linisin ang nozzle bawat 30 minuto ng pagmamaneho |
Wear/Deformation ng Nozzle |
1. Mga bakas ng banggaan sa gilid ng outlet ng nozzle at hindi pare-parehong aperture; 2. Hindi pantay na lapad ng weld at offset welding; 3. Hindi normal na sakop ng shielding gas |
1. Itigil ang paggamit ng deformed/nasirang nozzle at palitan ito ng bagong isa na may parehong espesipikasyon; 2. Ikalibre ang pagkaka-align ng gitna ng nozzle at laser focus pagkatapos mai-install |
1. Iwasan ang pagbangga ng nozzle sa base metal/fixture habang gumagana; 2. Pumili ng wear-resistant na mga nozzle na gawa sa copper-chromium-zirconium material; 3. I-disassemble at i-assemble gamit ang mga espesyal na tool, ipit ang ayon sa nakasaad na torque |
Air Leakage sa Nozzle/Mahinang Shielding Effect |
1. Dumilim ang ibabaw ng welding dahil sa oxidation at lumitaw ang masinsinang porosity; 2. Nakikita ang tuloy-tuloy na air bubbles sa paligid ng nozzle sa water immersion test; 3. Malaking pagbabago ng pressure gauge value ng shielding gas |
1. Suriin ang gasket sa pagitan ng nozzle at katawan ng baril, palitan kung ito ay nasira o tumanda; 2. Itigil ang gas circuit connector at muling i-install ang nozzle; 3. Direkta palitan ang nasira na nozzle |
1. ang mga tao Suriin ang kalagayan ng gasket linggu-linggo at palitan ito nang regular bawat buwan; 2. Gawin ang 30-segundong pagsubok sa pag-agos ng gas circuit bago mag-weld; 3. Iwasan ang biglang paglamig at pag-init ng nozzle sa mataas na temperatura |
Masyado na Mataas na temperatura ng Nozzle |
1. ang mga tao Ang panlabas na pader ng nozzle ay mainit at kahit na na-discolored dahil sa oxidation; 2. Ang temperatura sa outlet ng gas ng pag-iwas ay mataas, na nagpapalakas ng pag-oxide ng weld; 3. Ang mga alarma ng baril ng welding para sa pag-overheat |
1. ang mga tao Agad na ihinto ang welding, patayin ang laser, at panatilihin ang sistema ng paglamig na tumatakbo sa loob ng 5-10 minuto; 2. Linisin ang tubo ng paglamig ng tubig (uri na may paglamig ng tubig) o duktong hangin (uri na may paglamig ng hangin); 3. Palitan ang sobrang nag-init at nabagong nozzle |
1. Huwag mag-weld nang tuloy-tuloy nang higit sa 15 minuto, mag-pahinga upang lumamig nang pana-panahon; 2. Regular na linisin ang mga kaliskis sa tubo ng nagpapalamig na tubig; 3. I-adjust ang lakas ng laser ayon sa kapal ng base metal |
Maling Pagkakahanay sa Pagitan ng Nozzle at Wire ng Welding |
1. Lumilihis ang wire ng welding sa gitna ng tahi, na nagdudulot ng hindi kumpletong pagsasanib; 2. Hindi magkatugma ang posisyon ng laser spot at wire ng welding, na nagpapataas ng welding spatter; 3. Mahinang pagkakabuo ng tahi at undercut |
1. Alisin ang nozzle at i-re-calibrate ang sentro ng baril; 2. Suriin ang koneksyon sa pagitan ng wire feed tube at nozzle, iayos sa nakahanay na posisyon; 3. Direktang palitan ang nozzle na pino na; |
1. Isagawa ang pag-aayos ng kalibrasyon matapos palitan ang nozzle sa bawat pagkakataon; 2. Ayusin ang posisyon ng wire feed tube upang maiwasan ang pagbaluktot at paglihis; 3. Regular na suriin ang katatagan ng mekanismo ng wire feed |






Kopirait © 2024 ni Shanghai Raysoar Electromechanical Equipment Co., Ltd.







