

Hemsida > Förbrukningsartiklar > Lasermunstycke > Lasersvetsdysa
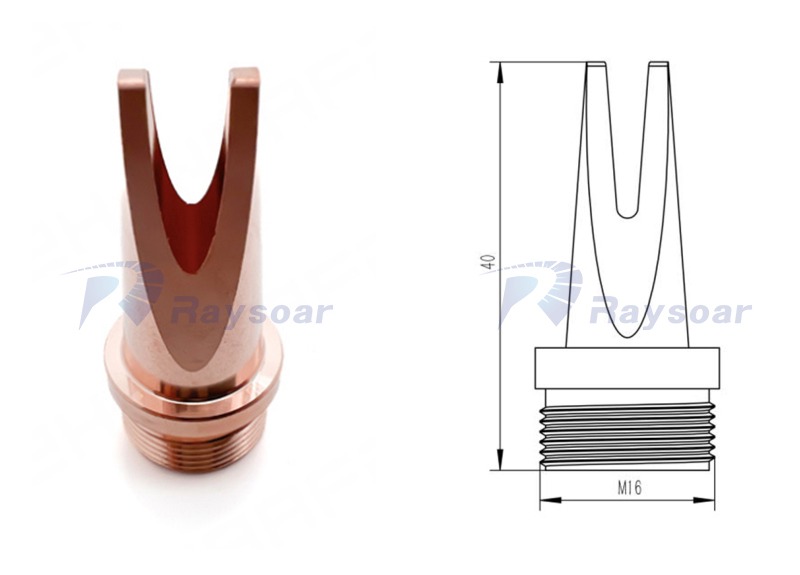
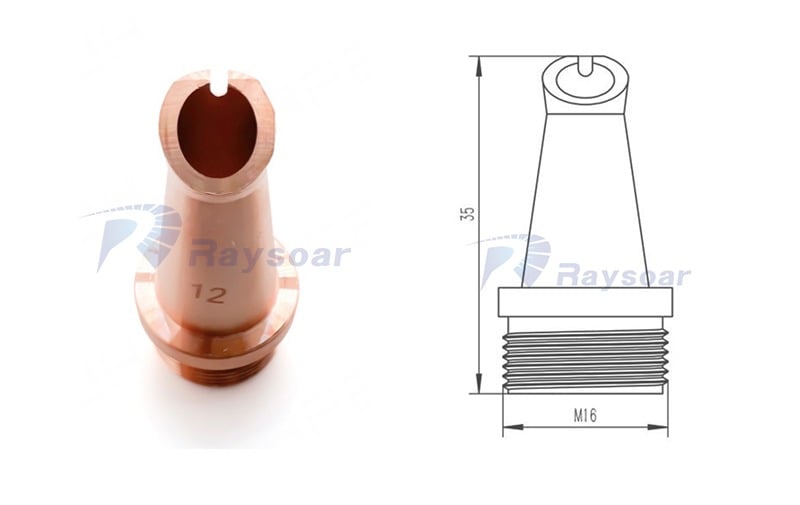
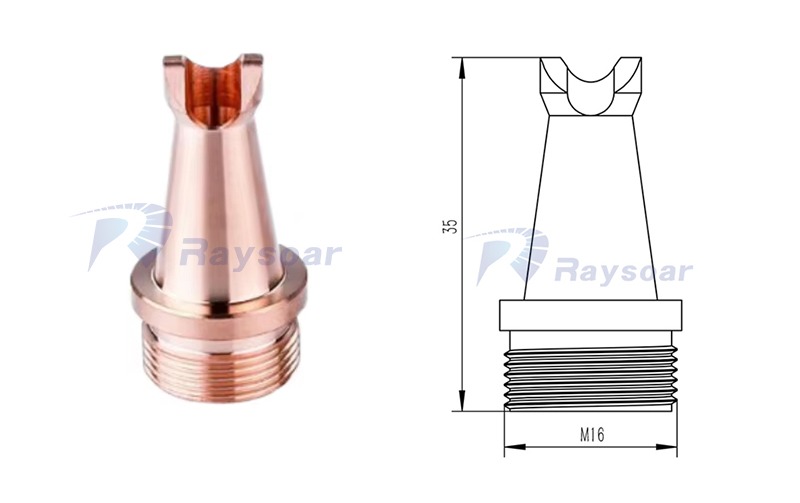
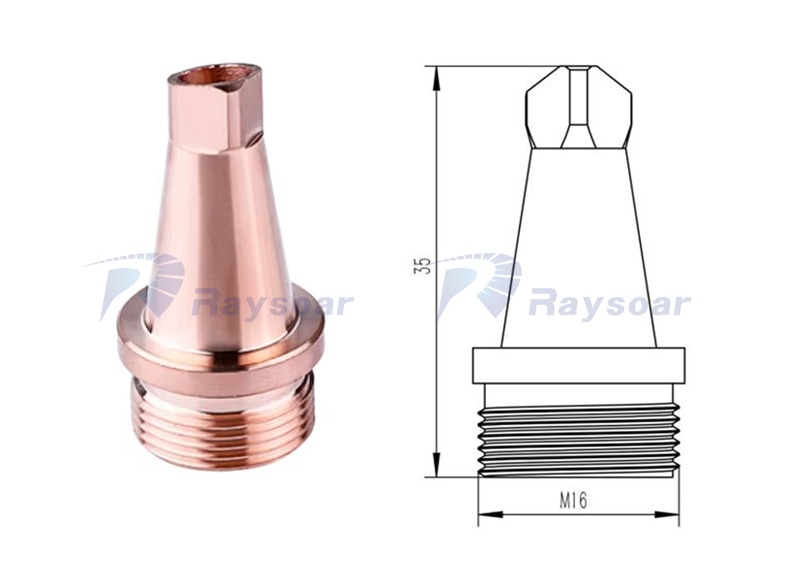
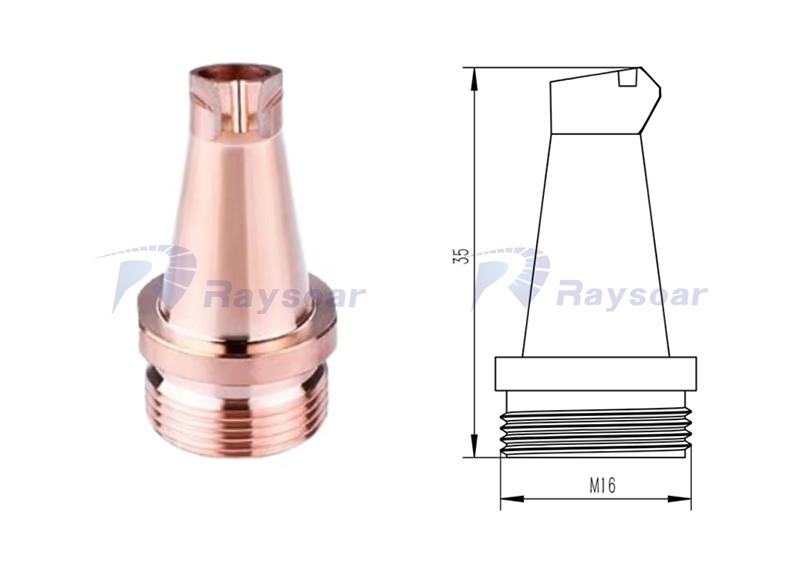
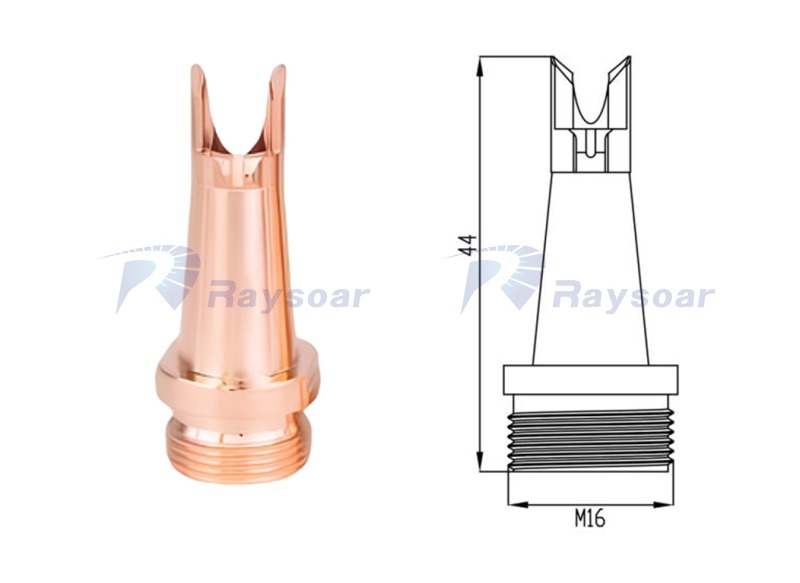
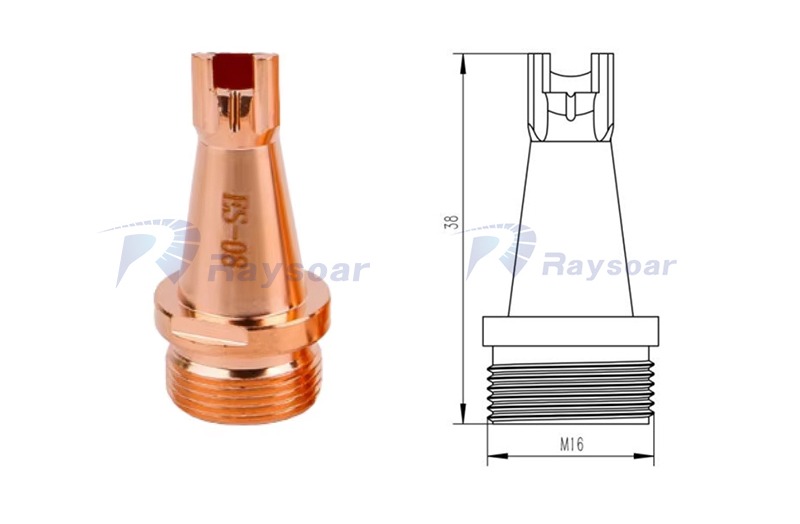
Produktnamn: Laserlutspets
Användning: För laserlötning och tillförsel av tråd
Typ: M16 H40 / M16 H35 / M16 H44 / M16 H38
Kaliber tillgänglig: 0,8 mm / 1,0 mm / 1,2 mm / 1,6 mm / 2,0 mm
Material: Koppar


Problemfenomen |
Snabb bedömningsmetod |
Nödåtgärder |
Förebyggande åtgärder |
Munstyckes täppning |
1. Tydlig minskning av skyddsgasflöde under svetsning med laserutsläpp; 2. Svetsen oxiderar och porer uppstår; 3. Slaggansamling synlig vid munstyckets utlopp |
1. Stäng av utrustningens ström och gaskrets, vänta tills munstycket svalnat; 2. Använd en speciell pinn för att rengöra munstyckets utlopp (undvik att repa innerväggen); 3. Spola ren innerväggen med torr komprimerad luft; 4. Baka hårt slem vid låg temperatur innan rengöring |
1. Håll en avstånd på 1–3 mm mellan munstycket och grundmaterialet under svetsning; 2. Använd skyddsgas med hög renhet (99,99 %); 3. Rengör munstycket varje 30:e minut av svetsning |
Munstyckes slitage/deformation |
1. Kollisionsmärken på munstyckets utloppsrand och oregelbunden öppning; 2. Ojämn svetsbredd och förskjuten svetsning; 3. Onormal täckning av skyddsgas |
1. Sluta använda den deformera/slitage munstycket och ersätt det med ett nytt av samma specifikation; 2. Kalibrera justeringen mellan munstyckets centrum och laserfokus efter installationen |
1. Undvik att munstycket kolliderar med grundmaterialet/fästet under drift; 2. Välj slitstarka munstycken tillverkade av koppar-krom-zirkoniummaterial; 3. Demontera och montera med specialverktyg, dra åt enligt angivet vridmoment |
Luftläckage i munstycke/Dålig skyddseffekt |
1. Svetsytan blir svart på grund av oxidation och täta porer uppstår; 2. Kontinuerliga luftbubblor runt munstycket är synliga vid nedsänkningstest i vatten; 3. Stora svängningar i skyddsgasens tryckmätarvärde |
1. Kontrollera packningen mellan munstycket och pistolen, ersätt om den är åldrad/skadad; 2. Dra åt gasledningens koppling och montera munstycket på nytt; 3. Byt ut det skadade munstycket direkt |
1. Kontrollera tätningsringens status veckovis och byt regelbundet en gång i månaden; 2. Utför en 30-sekunders läcktest på gasledningen innan svetsning; 3. Undvik plötslig avkylning och uppvärmning av munstycket vid hög temperatur |
För hög munstickstemperatur |
1. Yttre väggen på munstycket är het och kan till och med ha förändrat färg p.g.a. oxidation; 2. Temperaturen vid skyddsgasutloppet är hög, vilket försämrar svetsoxidationen; 3. Svetspistolen varnar för överhettning |
1. Sluta omedelbart med svetsning, stäng av lasern och låt kylsystemet fortsätta köra i 5–10 minuter; 2. Rensa vattenkylrörledningen (vattenkyld typ) eller luftkanalen (luftkyld typ); 3. Byt ut dysan som överhettats och deformeras |
1. Svetsa inte kontinuerligt i mer än 15 minuter, kyl ner med mellanrum; 2. Rensa regelbundet bort avlagringar i kylvattenrörsledningen; 3. Justera laserstyrkan utifrån grundmaterialets tjocklek |
Feljustering mellan dysa och svetspåle |
1. Svetspålen avviker från svetsens mitt, vilket leder till ofullständig sammanfogning; 2. Feljustering mellan laserfläcken och svetspålens position, vilket ökar svetssprak; 3. Dålig svetsutformning och inskärning |
1. Ta bort dysan och kalibrera munstyckets centrum på nytt; 2. Kontrollera anslutningen mellan trådförrör och munstycke, justera till riktningsriktig position; 3. Byt ut det slitna munstycket direkt |
1. Utför riktningskalibrering efter varje utbyte av munstycke; 2. Fixera läget för trådförröret för att undvika böjning och förskjutning; 3. Kontrollera regelbundet stabiliteten i trådförmekanismen |






Upphovsrätt © 2024 av Shanghai Raysoar Electromechanical Equipment Co., Ltd.







