

Početna Strana > Потребне материје > Ласерска млазница > Ласерска заваривачка млазница
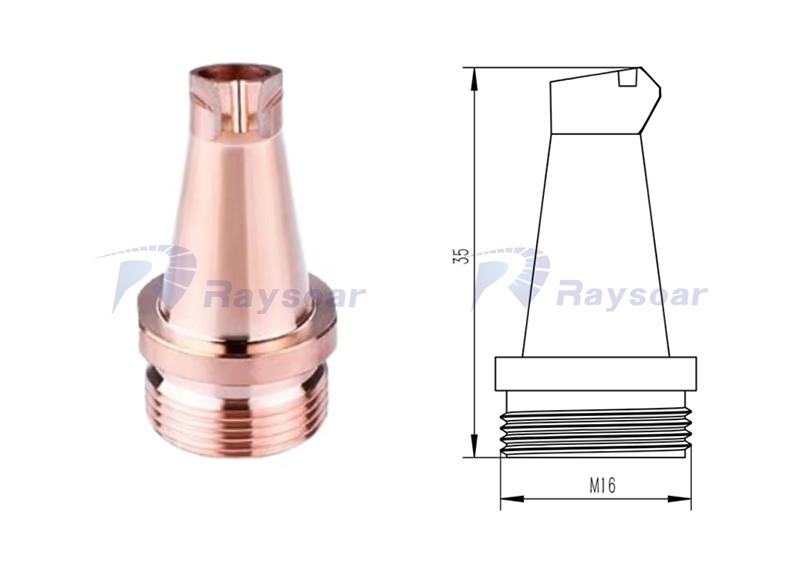
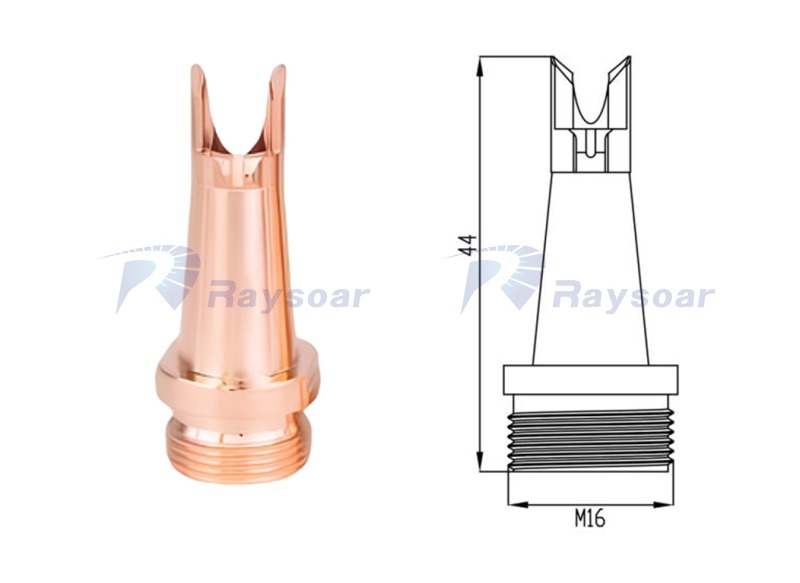
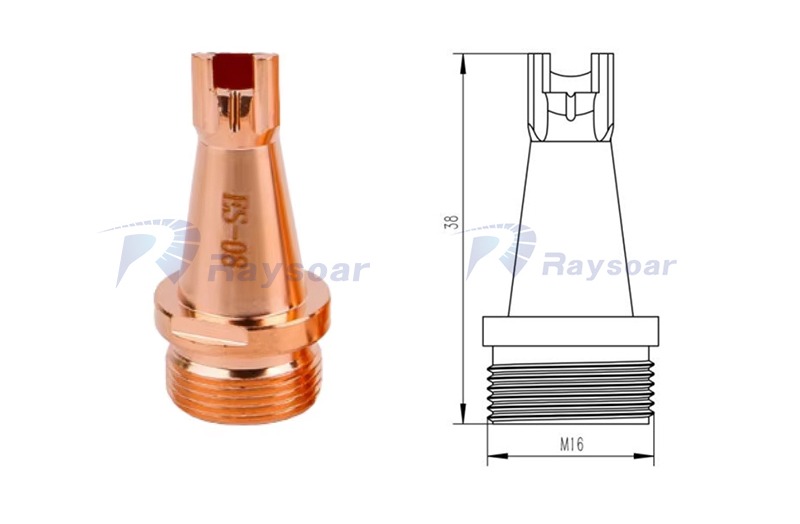
Име производа: Ласерска заваривачка млазница
Примена: За ласерско заваривање и довод жице
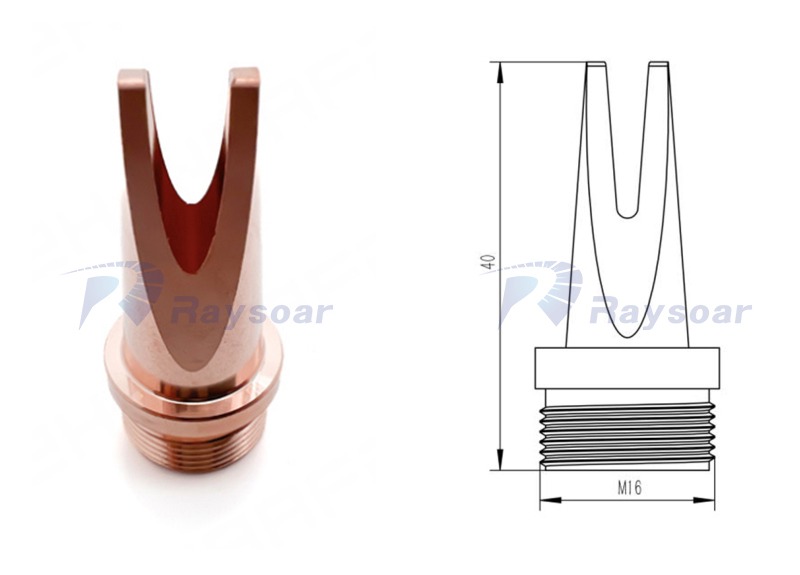
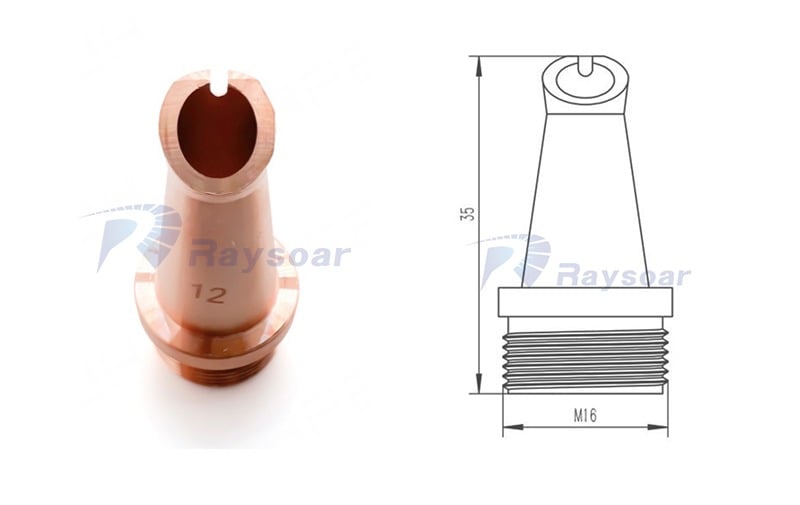
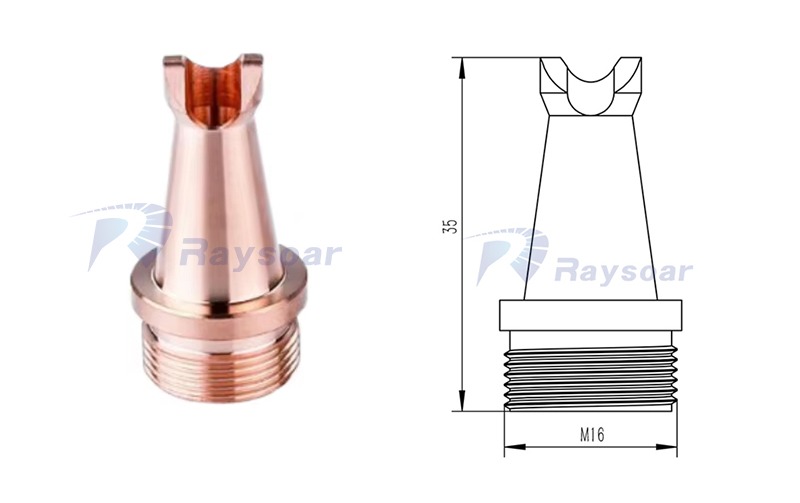
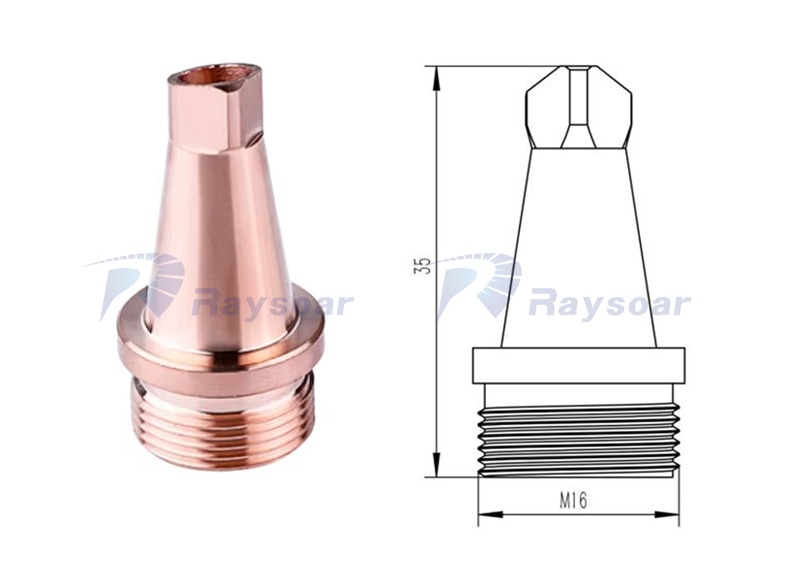
Тип: M16 H40 / M16 H35/ M16 H44 /M16 H38
Калибар доступан: 0.8mm/1.0mm/1.2mm/1.6mm/2.0mm
Материјал: Купер


Проблемни феномен |
Метода брзе пресуде |
Корак за решавање хитних ситуација |
Превентивне мере |
Запушћање млазнице |
1. у вези са Очигледно смањење проток гаса за штитило током заваривања са ласерском емисијом; 2. Уколико је потребно. Уколико је потребно, може се користити за решење проблема. 3. Постављање Накопићавање шлака је видљиво на излазу млазнице |
1. Постављање Извадите струју и гас из уређаја, сачекајте да се млазница охлади; 2. Постављање Користите посебну иглу за чишћење излаза млазнице (избегавајте огребање унутрашњег зида); 3. Постављање Унутрашњи зид се очисти сувим компримован ваздухом; 4. Постављање Печете тврдоглаву шлаку на ниској температури пре чишћења |
1. у вези са Уколико је потребно, заваривач може да изводи увод у уље. 2. Уколико је потребно. Користите 99,99% високочистог штитног гаса; 3. Уколико је потребно. Чистите млазницу сваких 30 минута заваривања |
Износ/деформација млазнице |
1. у вези са Знаци судара на ивици излаза млазнице и неправилан отвор; 2. Уколико је потребно. Неравномерна ширина заваривања и офсет заваривање; 3. Уколико је потребно. Ненормални опсег покривености гаса за штитило |
1. у вези са Уколико је у питању ваљна употреба, треба да се примењује ваљна употреба. 2. Уколико је потребно. Калибрирајте усклађивање између центра млазнице и ласер фокус након инсталације |
1. у вези са Избегавајте судара млазнице са основним металом/обликом током рада; 2. Уколико је потребно. Изаберите млазнице отпорне на зношење израђене од бакарно-хромно-цирконијског материјала; 3. Уколико је потребно. Раскидајте и саставите са посебним алатима, затегнути према одређеном вртећем моменту |
Утварање ваздуха из млазнице/слаби ефекат штитања |
1. у вези са Површина заваривања постаје црна због оксидације и појављује се густа порозност; 2. Уколико је потребно. У испиту потапања у воду се могу видети континуирани ваздушни мехурићи око млазнице; 3. Уколико је потребно. Велике флуктуације вредности претискомера за гас за штитило |
1. у вези са Проверите затварање између млазнице и тела пиштоља, замените ако је старо/повређено; 2. Уколико је потребно. Затегнути коннектор за гасно коло и поново инсталирати млазницу; 3. Уколико је потребно. Директно замени оштећену млазницу |
1. у вези са Проверите стање затварања недељно и редовно га замењујте сваког месеца; 2. Постављање Извршити 30-секундни испит цурења гасног кола пре заваривања; 3. Постављање Избегавајте изненадно хлађење и загревање млазнице на високим температурама |
Превише висока температура млазнице |
1. Постављање У овом случају, у овом случају, узорак се може променити услед оксидације. 2. Постављање Температура на излазу гаса за штитовање је висока, што интензивира оксидацију заваривања; 3. Постављање Аларми за заваривање пиштоља за прегревање |
1. Постављање Одмах зауставити заваривање, искључити ласер и оставити систем за хлађење у покрету 5-10 минута; 2. Уколико је потребно. Чишћење воде за хлађење (тип хлађеног водом) или ваздушног канала (тип хлађеног ваздухом); 3. Уколико је потребно. Замените прегрејено и деформисано млазницу |
1. у вези са Не заваријте непрестано дуже од 15 минута, хладите се у интервалима; 2. Уколико је потребно. Редовно чистите скалу у цеви за хлађење воде; 3. Уколико је потребно. Регулишите ласерску снагу у складу са дебелином основног метала |
Неисправно уравњавање између млазнице и заваривачке жице |
1. у вези са Заваривачка жица одступа од центра заваривања, што доводи до некомплетанског фузија; 2. Уколико је потребно. Неисправно излажење између ласерске тачке и положаја заваривачке жице, повећавање заваривачких прскавина; 3. Постављање Слаба формација заваривања и подрезање |
1. Уклоните сопло и поново калибришите центар пиштоља; 2. Проверите везу између цеви за довод жице и млазнице, подесите у поравнато стање; 3. Уколико је потребно. Директно замените издрпану млазницу |
1. у вези са Извршити калибрацију усклађивања након сваке замене млазнице; 2. Уколико је потребно. Засигурите положај жичне сијалице за подношење жице како бисте избегли савијање и измењење; 3. Уколико је потребно. Редовно проверавајте стабилност механизма за напајање жице |






Ауторско право © 2024 од Шангаја Рајсоар Електромеханичка опрема Цо., Лтд.







