

Купац: Компанија за металну индустрију Локација: Саудијска Арабија Индустрија: произвођачи структурног челика за производњу електричне енергије, десалинацију и прераду нафте Производна опрема: QuickLaser сечења машине 20KW  ...
Поделите
Клијент: Компанија за металну индустрију
Локација: Саудијска Арабија
Индустрија: Proizvođači strukturnog čeličnog materijala za proizvodnju energije, desalinaciju i preradu nafte
Производња опрема: QuickLaser mašina za rezanje 20KW 1 kom
QuickLaser mašina za rezanje 40KW 1 kom

Rezanje: uglavnom 10-80MM SASO ISO 630.
Решење за снабдевање гасом: 1 kom GNMM11-100S (proizvodnja mešanog gasa od 100 m 3/h na licu mesta)
1 kom GNMM11-150S (proizvodnja mešanog gasa od 150 m 3/h na licu mesta)
Производња гаса за резање: 100m3/h 150m3/h мешовити гас са 94% чистоћом азота
Прилагођавање овом пројекту:
Две ласерске машине за резање (20kW/40kW) опремљене су уређајима за резање мешаним гасом од 100 и 150 кубних метара, респективно,
у зависности од њихове снаге. Канал за ваздух може обезбедити извор ваздуха за уређај мешаних гасова, а може бити директно повезан и
са канaлом за резање ваздухом на ласеру. Ово омогућава онлајн резање ваздухом и мешаним гасом помоћу ласера. Како је компримовани ваздух
ima довољан са додатним протоком, може задовољити потражњу по питању ваздуха ласерске опреме при проширењу линије за довод материјала
производња.

Пре инвестиције/Захтев клијента:
*Материјали које клијент жели да реже углавном су конструкционе челичне плоче, широке равне шипке и профилни челик, еквивалентни стандарду ISO 630/E235 и E355.
*Радни простор клијента за руковање материјалом је прилично велик, а очекује се повећање капацитета ласерске обраде на 5-6 машина у будућности.
* Температура у фабричким објектима је између 50 и 70 ℃.

Након инвестиције/Промена коју нудимо:
* Почетак рада по захтеву на основу захтева за протоком, чиме се значајно смањује непотребна потрошња енергије за 70%;
* Испуштање ваздуха кроз дукт са заштитом од топлотног зрачења одржава сталну температуру у ваздушној станици, чинећи уређај поузданјим и стабилнијим;
* У поређењу са методама сецкања ваздухом које су раније користили клијенти, остварује се виша испољена површина и боља ефикасност сецкања;

* Омогућава сецкање ласером помоћу ваздуха на мрежи и сецкање мешовитим гасовима;
* Како је компримовани ваздух довољан са додатним протоком, може задовољити потражњу по питању ваздуха ласерске опреме при каснијем
проширењу производне линије за довод материјала;
* Систем филтрирања и обраде ваздуха;
* Цевовод за ваздух од нерђајућег челика осигурава чист пренос ваздуха
Увод у производ из серије ФЦП:
Микст гасова сечење користи специфичан однос азот-кисељен мешавине као ласер помоћ резања гаса, искориштавање предности
сваки компонентни гас (азот за брзо сечење и кисеоник за сечење без бура) комбинујући их у један ток сечења.
Ова метода омогућава брзо сечење са минималним бури, значајно побољшавајући квалитет сечења за средње до дебело ниског угљенског челика
и алуминијумске легуре док постижу већу брзину сечења од чистог азота. Проблеми са буривањем су се наишли када се користи чист
азот или ваздух који сече се свеже до минимума или елиминишу.

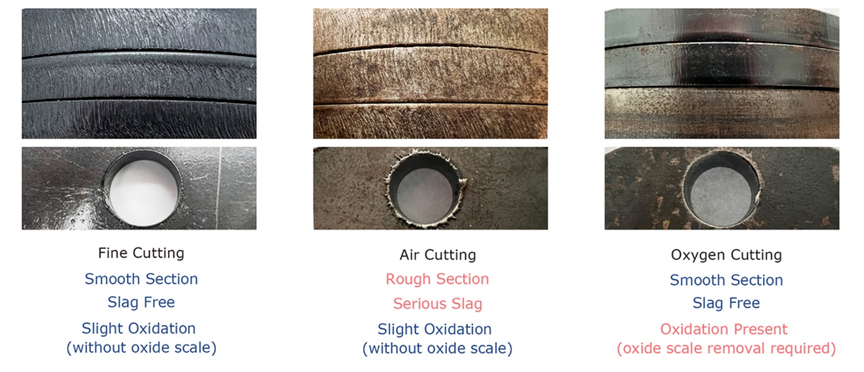
Предности сечења мешаних гасова:
● Побољшава квалитет сечења обичног челика, смањујући буре до < 3% дебљине материјала.
● Боље завршну површину у поређењу са ваздушним сечењем.
● Знатно повећава брзину сечења у поређењу са киселином за сечење средње дебелине угљенског челика.
● Поносе предност у односу на резање течног азотна.
Фино сечење VS ваздушно сечење VS сечење О2
Primena
●Тешки резање угљенског челика (замена ваздушног резања или резања течног азот)
●Без резања алуминијумског лаја.
Особности производа:
● У поређењу са системима за мешање течног азота и течног кисеоника са два гаса, постиже уштеду до 70%, пружа брзе повратке, са
просечан период окупације РОИ од 12 до 18 месеци.
● Лак за одржавање, са животном трајањем система од 6-8 година који захтева редовно одржавање.
● Функционалност која омогућава ЛОТ, са ексклузивним СМАРТ-РЕИН-ом за удаљено праћење преко мобилних уређаја.
оперативни режими засновани на условима фабрике за оптимизацију потрошње енергије.
● Способности међусобног повезивања и сарадње опреме, омогућавајући координисану контролу са алатним машинама опремљеним Бочу
систем прилагодљивих функција.

Ауторско право © 2024 од Шангаја Рајсоар Електромеханичка опрема Цо., Лтд.





