

Domovská stránka > Spotrebné Materiály > Laserová Tryska > Laserová zváracia tryska
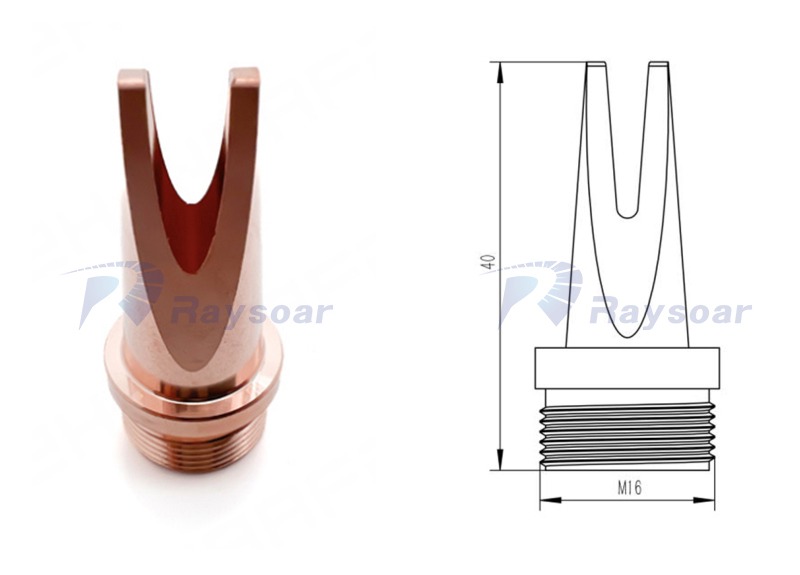
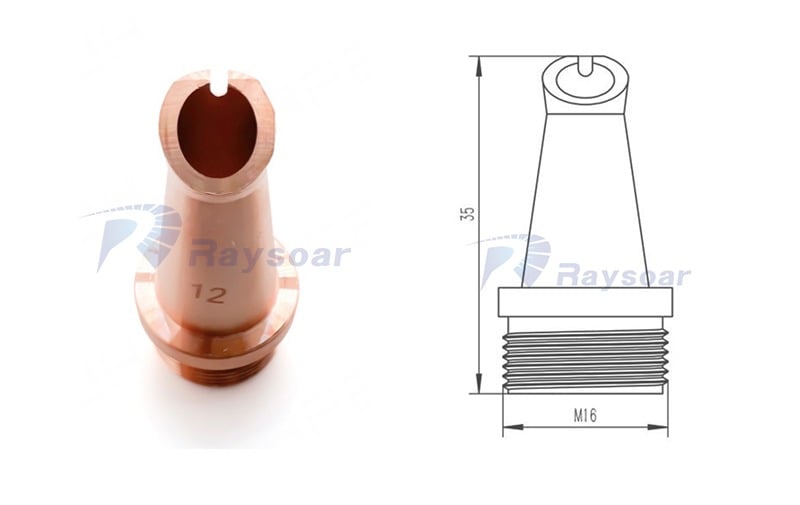
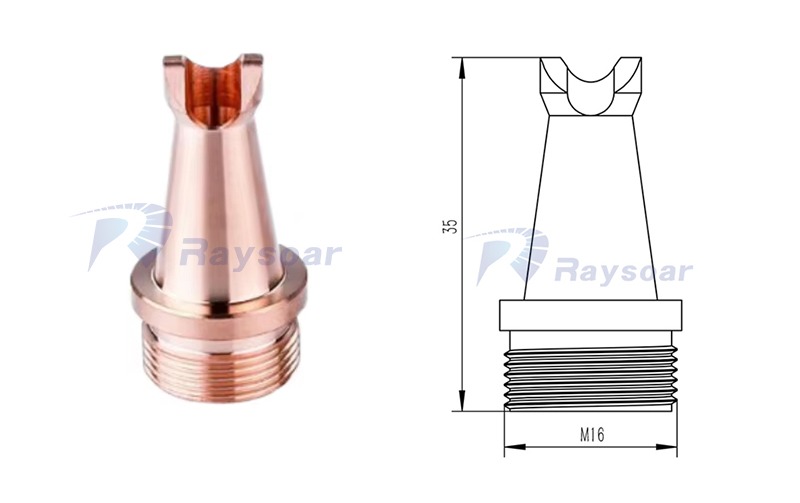
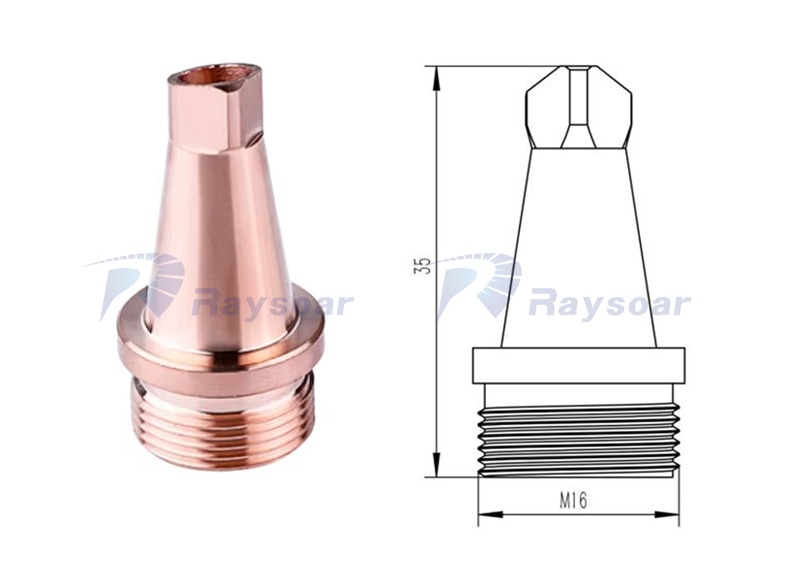
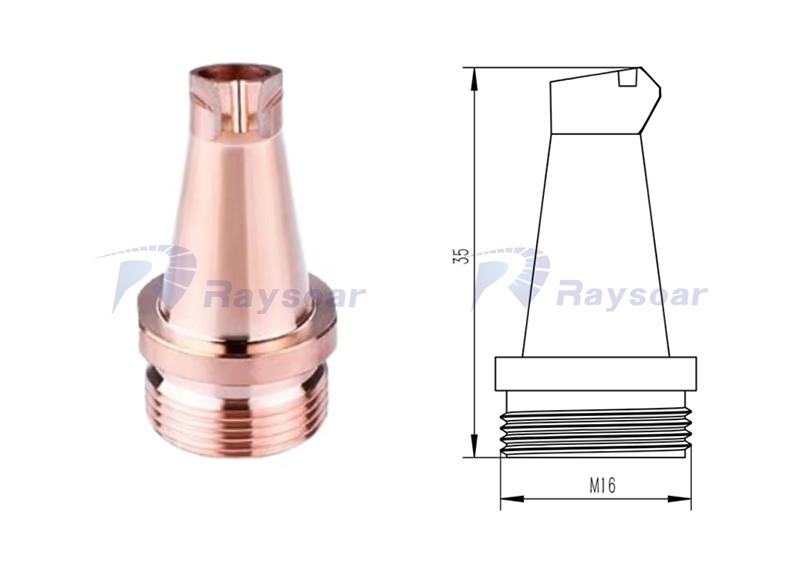
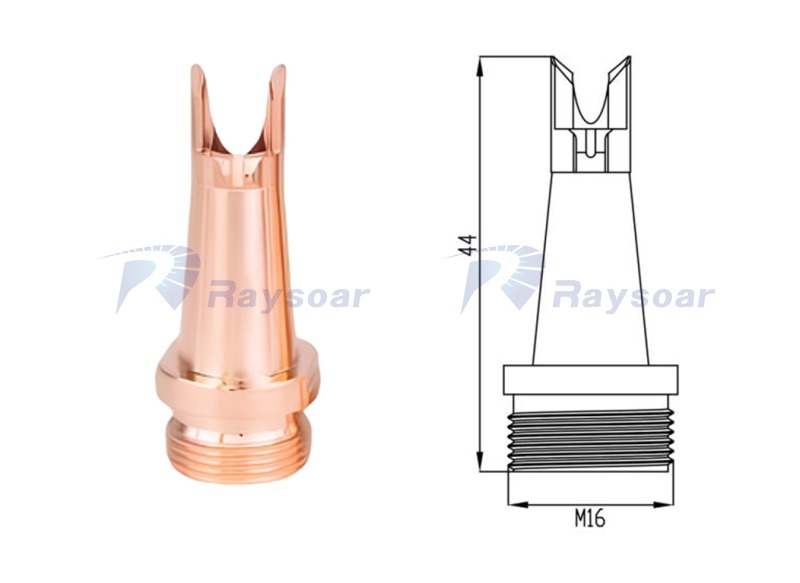
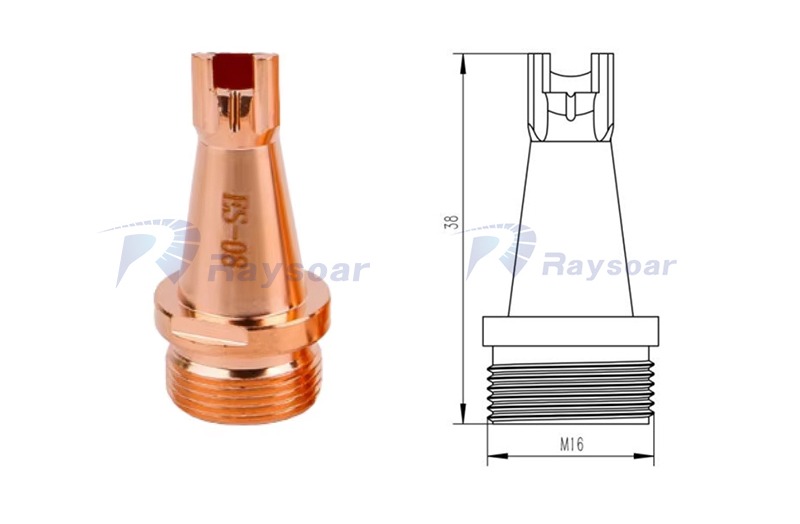
Názov produktu: Tryska na laserové zváranie
Použitie: Pre laserové zváranie a privádzanie drôtu
Typ: M16 H40 / M16 H35 / M16 H44 / M16 H38
Kaliber k dispozícii: 0,8 mm / 1,0 mm / 1,2 mm / 1,6 mm / 2,0 mm
Materiál: Meď


Prejav problému |
Rýchla metóda posúdenia |
Kroky pri núdzovom zásahu |
Prevencióne opatrenia |
Ucpatie trysky |
1. Zreteľný pokles prúdu ochranného plynu počas zvárania so žiarením lasera; 2. Vznik oxidácie a pórov v zvaroch; 3. Na výstupnom otvore trysky je viditeľné hromadenie strusky |
1. Vypnite napájanie zariadenia a plynový okruh, počkajte, kým sa tryska ochladí; 2. Použite špeciálny klin na vyčistenie výstupného otvoru trysky (vyhnite sa poškrabaniu vnútorného steny); 3. Vyfúknite vnútornú stenu suchým stlačeným vzduchom; 4. Pred čistením odstráňte tvrdohlavú strusku nízkou teplotou |
1. Počas zvárania udržiavajte vzdialenosť 1–3 mm medzi tryskou a základným kovom; 2. Použite chrániaci plyn s vysokou čistotou 99,99 %; 3. Každých 30 minút zvárania vyčistite trysku |
Opotrebenie/deformácia trysky |
1. Stopy nárazu na okraji výstupného otvoru trysky a nerovnomerný otvor; 2. Nerovnomerná šírka zvaru a posunuté zváranie; 3. Abnormálny rozsah krytia chrániacim plynom |
1. Prestaňte používať deformovanú/opotrebovanú trysku a vymeňte ju za novú rovnakej špecifikácie; 2. Po inštalácii skontrolujte zarovnanie stredu trysky a laserového ohniska |
1. Počas prevádzky sa vyhýbajte nárazu trysky do základného kovu/upevňovacieho prípravku; 2. Vyberte odolné trysky vyrobené z medi-chróm-cirkóniového materiálu; 3. Rozoberajte a montujte pomocou špeciálnych nástrojov, utiahnite podľa stanoveného krútiaceho momentu |
Únik vzduchu z trysky / Zlý krycí účinok |
1. Zváraný povrch zčerná v dôsledku oxidácie a objavujú sa husté póry; 2. Počas skúšky ponorením do vody sú vo vode okolo trysky viditeľné nepretržité bubliny; 3. Veľké kolísanie hodnoty manometra tlaku krycejho plynu |
1. Skontrolujte tesnenie medzi tryskou a telom horáka, vymeňte ho, ak je opotrebované alebo poškodené; 2. Utiahnite spojky plynového okruhu a znova nainštalujte trysku; 3. Priamo vymeňte poškodenú trysku |
1. Kontrolujte stav tesnenia týždenne a pravidelne ho vymeňte každý mesiac; 2. Pred zváraním vykonajte 30-sekundový test úniku plynu v okruhu; 3. Vyhnite sa náhlemu ochladzovaniu a zahrievaniu trysky pri vysokých teplotách |
Nadmerná teplota trysky |
1. Vonkajšia stena trysky je horúca a dokonca zoxidovaná až do zmeny farby; 2. Teplota na výstupe chráneného plynu je vysoká, čo zhoršuje oxidáciu zvaru; 3. Zvárací horák signalizuje prehriatie |
1. Okamžite zastavte zváranie, vypnite laser a nechajte chladiaci systém bežať 5–10 minút; 2. Vyčistite chladiaci vodný okruh (pri vodou chladených typoch) alebo vzduchový kanál (pri vzduchom chladených typoch); 3. Vymeňte prehriatu a deformovanú trysku |
1. Nezvárajte nepretržite viac ako 15 minút, medzi tým robte prestávky na ochladenie; 2. Pravidelne odstraňujte nánosy vo vodovom potrubí chladiacej vody; 3. Upravte výkon lasera podľa hrúbky základného kovu |
Nesúosnosť medzi tryskou a zváracou drôtom |
1. Zvárací drôt sa odchyľuje od stredu zvaru, čo má za následok neúplné zvarovanie; 2. Nesúosnosť medzi laserovým lúčom a pozíciou zváracieho drôtu, čo zvyšuje rozstrekovanie pri zváraní; 3. Zlý tvar zvaru a podrezanie |
1. Odstráňte trysku a znova skontrolujte kalibráciu stredu horáka; 2. Skontrolujte pripojenie medzi hadicou privádzajúcou drôt a tryskou, upravte do správnej súosnosti; 3. Priamo vymeňte opotrebovanú trysku |
1. Po každej výmene trysky vykonajte kalibráciu zarovnania; 2. Opravte polohu prívodnej hadice drôtu, aby ste sa vyhli ohýbaniu a posunutiu; 3. Pravidelne skontrolujte stabilitu mechanizmu privádzania drôtu |






Copyright © 2024 spoločnosť Shanghai Raysoar Electromechanical Equipment Co., Ltd.







