

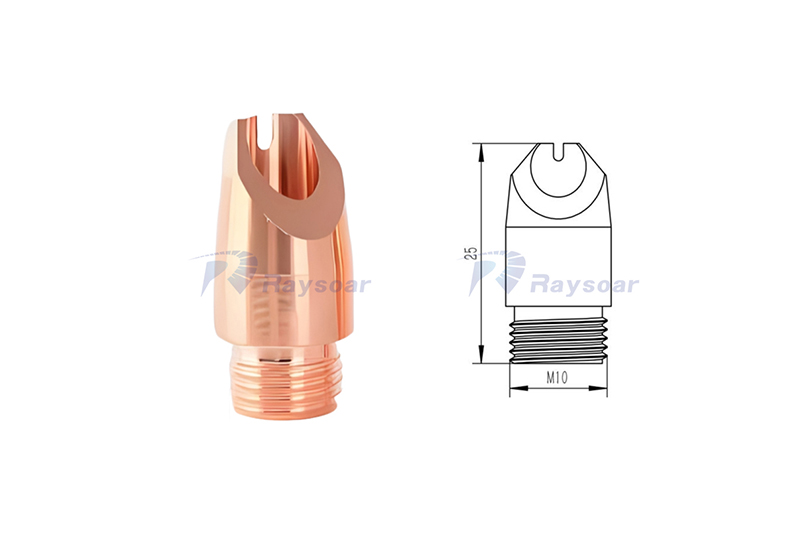
Главная страница > Расходные Материалы > Лазерное Сопло > Лазерное сопло для сварки





Проблемное явление |
Быстрый способ диагностики |
Экстренные меры |
Превентивные меры |
Засорение сопла |
1. Заметное снижение потока защитного газа во время сварки при излучении лазера; 2. Возникновение окисления и пористости шва; 3. Видимое скопление шлака на выходе сопла |
1. Выключите питание оборудования и газовую магистраль, дождитесь охлаждения сопла; 2. Используйте специальный штифт для очистки выходного отверстия сопла (избегайте царапин на внутренней стенке); 3. Продуйте внутреннюю стенку сухим сжатым воздухом; 4. Прокалите стойкий шлак при низкой температуре перед очисткой |
1. Во время сварки поддерживайте расстояние между соплом и основным металлом 1–3 мм; 2. Используйте защитный газ высокой чистоты 99,99%; 3. Очищайте сопло каждые 30 минут сварки |
Износ/деформация сопла |
1. Следы столкновения на кромке выходного отверстия сопла и нерегулярное отверстие; 2. Неравномерная ширина шва и смещение при сварке; 3. Аномальная зона покрытия защитным газом |
1. Прекратите использование деформированного/изношенного сопла и замените его новым соплом той же спецификации; 2. Откалибруйте совмещение центра сопла и фокуса лазера после установки |
1. Избегайте столкновения сопла с основным металлом/крепежной деталью во время работы; 2. Выбирайте износостойкие сопла, изготовленные из медно-хромо-циркониевого материала; 3. Разборка и сборка должны выполняться с помощью специальных инструментов, затягивайте с заданным крутящим моментом |
Утечка воздуха из сопла/плохой защитный эффект |
1. Поверхность сварного шва чернеет из-за окисления, появляется плотная пористость; 2. При погружении в воду видны непрерывные воздушные пузыри вокруг сопла; 3. Сильные колебания показаний манометра давления защитного газа |
1. Проверьте прокладку между соплом и корпусом горелки, замените при старении/повреждении; 2. Затяните соединитель газовой магистрали и установите сопло обратно; 3. Непосредственно замените повреждённое сопло |
1. Еженедельно проверяйте состояние уплотнительной прокладки и регулярно заменяйте её каждый месяц; 2. Перед сваркой выполняйте 30-секундную проверку газовой магистрали на утечки; 3. Избегайте резкого охлаждения и нагрева сопла при высокой температуре |
Чрезмерно высокая температура сопла |
1. Внешняя стенка сопла нагревается и даже меняет цвет из-за окисления; 2. Температура на выходе защитного газа высокая, что усиливает окисление сварного шва; 3. Сварочная горелка подаёт сигнал тревоги из-за перегрева |
1. Немедленно прекратите сварку, выключите лазер и оставьте систему охлаждения включённой на 5–10 минут; 2. Очистите водяную охлаждающую магистраль (водяного охлаждения) или воздуховод (воздушного охлаждения); 3. Замените перегретое и деформированное сопло |
1. Не варите непрерывно более 15 минут, делайте перерывы для охлаждения; 2. Регулярно очищайте накипь в трубопроводе охлаждающей воды; 3. Регулируйте мощность лазера в зависимости от толщины основного металла |
Несоосность между соплом и сварочной проволокой |
1. Сварочная проволока отклоняется от центра шва, что приводит к непровару; 2. Несоосность между лазерным пятном и положением сварочной проволоки, увеличивающая разбрызгивание при сварке; 3. Плохая формация шва и подрез |
1. Снимите сопло и повторно откалибруйте центр горелки; 2. Проверьте соединение между трубкой подачи проволоки и соплом, отрегулируйте до выравнивания; 3. Непосредственно замените изношенное сопло |
1. Выполните калибровку выравнивания после каждой замены сопла; 2. Зафиксируйте положение трубки подачи проволоки, чтобы избежать изгиба и смещения; 3. Регулярно проверяйте стабильность механизма подачи проволоки |


Copyright © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.





