






Problemfenomen |
Hurtigmetode for feilidentifisering |
Nødvendige tiltak i nødstilfeller |
Forebyggende tiltak |
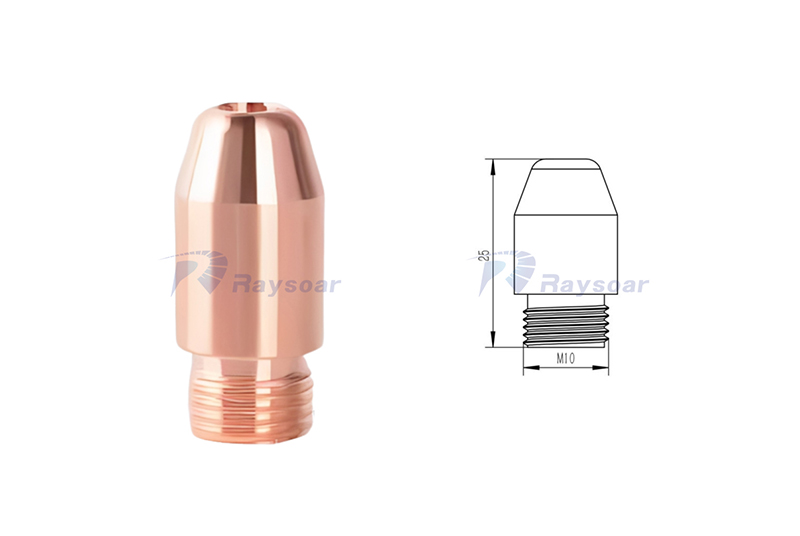
Tetting av sprøyte |
1. Tydelig reduksjon i skjermgassstrøm under sveising med laserutslipp; 2. Oksidasjon og porøsitet oppstår i sømmen; 3. Slaggavleiring er synlig ved sprøyteutløpet |
1. Slå av utstyrets strøm og gasskrets, vent til sprøyten har kjølt ned; 2. Bruk en spesiell pinne for å fjerne tilstoppet dysåpning (unngå å skrape innvendige vegger); 3. Blås ut innvendige vegger med tørr komprimert luft; 4. Brenn av hardført slag ved lav temperatur før rengjøring |
1. Hold en avstand på 1–3 mm mellom dysen og grunnmetallet under sveising; 2. Bruk skjermgass med høy renhet (99,99 %); 3. Rengjør dysen hvert 30. minutt under sveising |
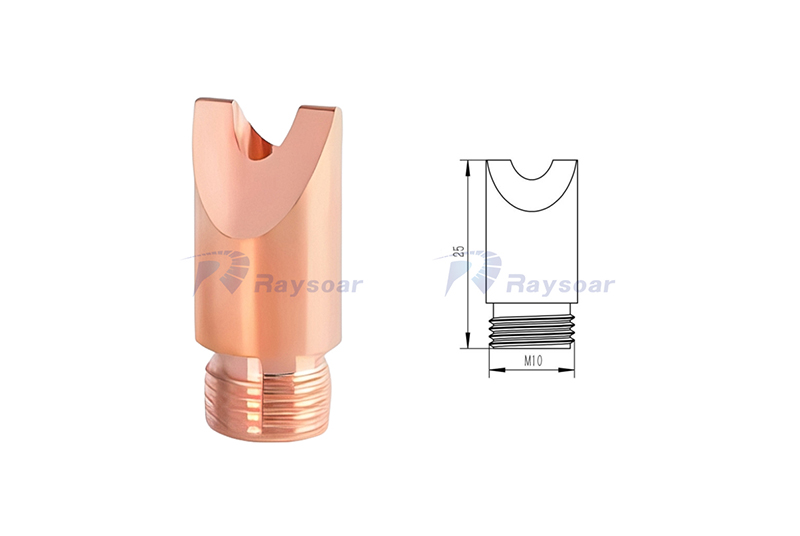
Dysens slitasje/forvridning |
1. Kollisjonsspor på kanten av dysåpningen og uregelmessig åpning; 2. Ujevn sveisebredde og forkantet sveising; 3. Unormal dekkeområde for skjermgass |
1. Hold opp med å bruke den deformerte/slitte dysen og erstatt den med en ny av samme spesifikasjon; 2. Kalibrer justeringen mellom dysens sentrum og laserfokus etter montering |
1. Unngå kollisjon mellom dyse og grunnmetall/fiksering under drift; 2. Velg slitesterke dysers laget av kobber-krom-zirkonium materiale; 3. Demonter og monter med spesialverktøy, stram i henhold til angitt dreiemoment |
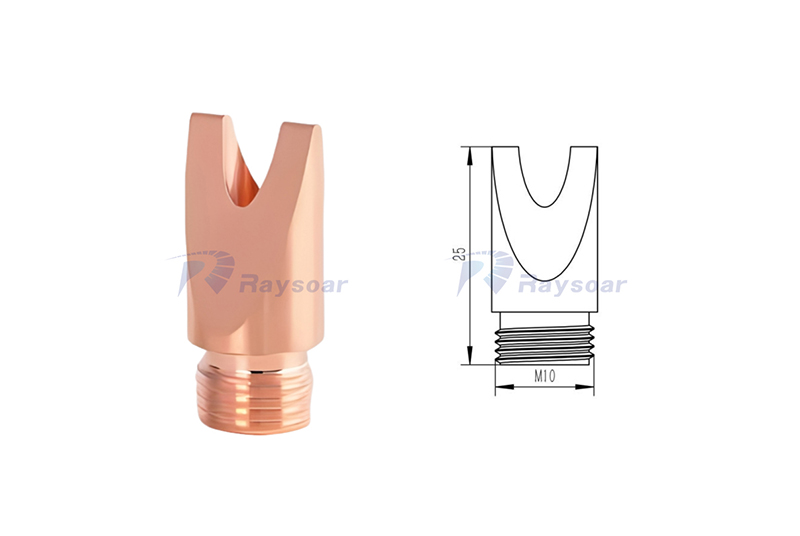
Luftlekkasje fra dyse/Svak beskyttelseseffekt |
1. Svetsflate blir svart på grunn av oksidasjon og tett porøsitet vises; 2. Kontinuerlige luftbobler rundt dysen er synlige under vanntettingstest; 3. Stor svingning i verdi for beskyttelsesgass trykkmåler |
1. Sjekk tetningen mellom dyse og pistollegeme, erstatt hvis den er aldringsskadet/skadet; 2. Stram gasskretsløpskoblingen og installer dysen på nytt; 3. Erstatt den skadde dysen direkte |
1. Sjekk tetningsringens tilstand ukentlig og erstatt den jevnlig hver måned; 2. Utfør 30-sekunders lekkasjetest av gasskretsen før sveising; 3. Unngå plutselig avkjøling og oppvarming av dysen ved høy temperatur |
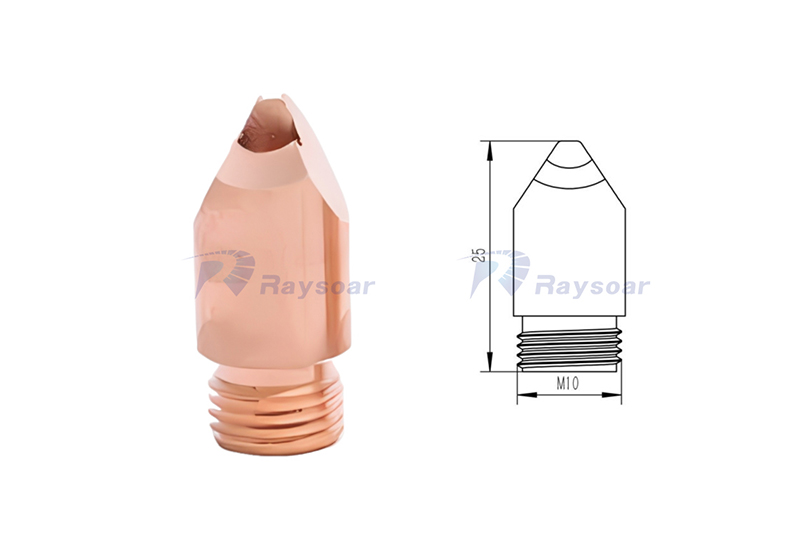
For høy dysetemperatur |
1. Ytre vegg av dysen er varm og til og med forfarget pga. oksidasjon; 2. Temperaturen ved skjermsgassutløpet er høy, noe som forverrer oksidasjon under sveising; 3. Sveiseapparatet gir alarm for overoppheting |
1. Stopp umiddelbart med sveising, slå av laseren og la kjølesystemet kjøre i 5–10 minutter; 2. Rengjør vannkjølingsrøret (vannkjølt type) eller luftkanalen (luftkjølt type); 3. Skift ut dysen som har overopphetet og deformert seg |
1. Ikke sveise kontinuerlig i mer enn 15 minutter, ta pause for avkjøling; 2. Rengjør regelmessig avleiring i kjølevannsrøret; 3. Juster laserstyrken i henhold til tykkelsen på grunnmaterialet |
Feiljustering mellom dys og sveiseslange |
1. Sveiseslangen avviker fra senteret på sømmen, noe som fører til ufullstendig sveiseforbindelse; 2. Feiljustering mellom laserflekken og posisjonen til sveiseslangen, noe som øker sveisestøv; 3. Dårlig sveiseform og innkutting |
1. Fjern dysen og kalibrer senteret på sveisepistolen på nytt; 2. Sjekk tilkoblingen mellom trådføringsslange og dysen, juster til den er justert i rett linje; 3. Erstatt umiddelbart den slitte dysen |
1. Utfør justeringskalibrering etter hver gang dysen byttes ut; 2. Fest posisjonen til trådføringsslange for å unngå bøyning og forskyvning; 3. Sjekk regelmessig stabiliteten til trådføringmekanismen |


Opphavsrett © 2024 av Shanghai Raysoar Electromechanical Equipment Co., Ltd.





