

Laman Utama > Barangan Perbelanjaan > Penyumbat Laser > Nozel Pengelasan Laser





Fenomena Masalah |
Kaedah Penilaian Pantas |
Langkah-Langkah Pengendalian Kecemasan |
Langkah Pencegahan |
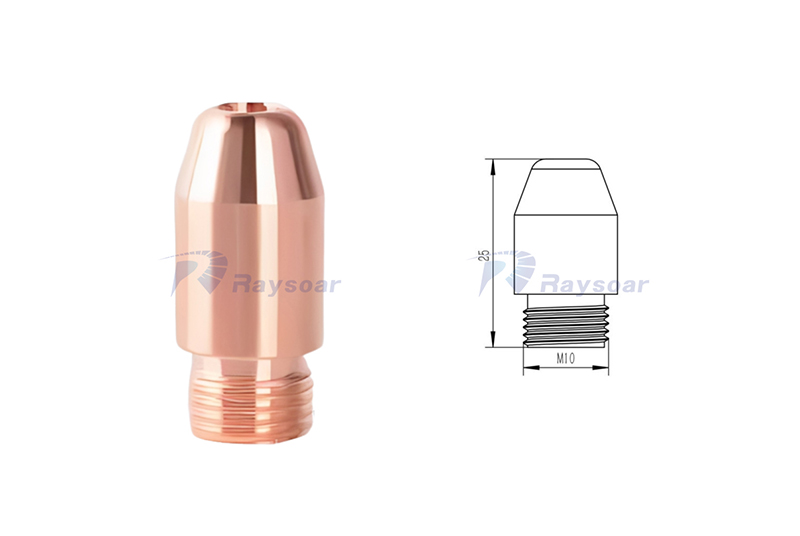
Penyumbatan Muncung |
1. Aliran gas pelindung jelas berkurang semasa pengelasan dengan pancaran laser; 2. Berlaku pengoksidaan dan kebocoran pada kimpalan; 3. Kelihatan pengumpulan slag di bahagian keluar muncung |
1. Matikan kuasa peralatan dan litar gas, tunggu sehingga muncung menyejuk; 2. Gunakan pin khas untuk membersihkan saluran muncung (elakkan menggores dinding dalam); 3. Bersihkan dinding dalam dengan udara mampat kering; 4. Bakar sisa lasan yang degil pada suhu rendah sebelum pembersihan |
1. Kekalkan jarak 1-3mm antara muncung dan logam asas semasa pengimpalan; 2. Gunakan gas perlindungan berkemurnian tinggi 99.99%; 3. Bersihkan muncung setiap 30 minit pengimpalan |
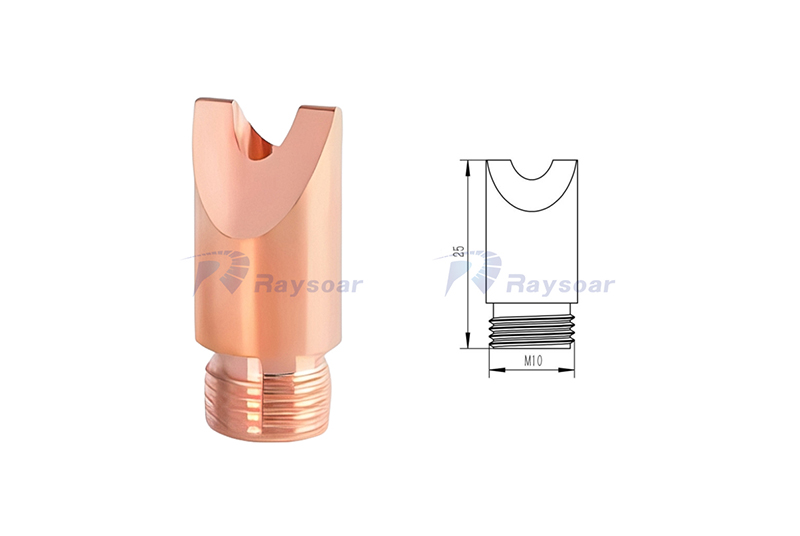
Kehausan/Perubahan Bentuk Muncung |
1. Tanda perlanggaran pada tepi saluran muncung dan bukaan tidak sekata; 2. Lebar kimpalan tidak sekata dan sesaran pengimpalan; 3. Julat liputan gas pelindung tidak normal |
1. Hentikan penggunaan muncung yang cacat/rosak dan gantikan dengan yang baharu dengan spesifikasi yang sama; 2. Kalibrasikan penyelarasan antara pusat muncung dan fokus laser selepas pemasangan |
1. Elakkan perlanggaran muncung dengan logam asas/alat kelengkapan semasa operasi; 2. Pilih muncung yang tahan haus yang diperbuat daripada bahan kuprum-kromium-zirkonium; 3. Bongkar dan pasang semula dengan alat khas, ketatkan mengikut tork yang ditentukan |
Kebocoran Udara Muncung/Kesan Perlindungan Tidak Baik |
1. Permukaan kimpalan menjadi hitam akibat pengoksidaan dan liang-liang padat muncul; 2. Gelembung udara berterusan kelihatan di sekeliling muncung dalam ujian perendaman air; 3. Turun naik besar pada bacaan tolok tekanan gas pelindung |
1. Periksa gasket di antara muncung dan badan senapang, gantikan jika penggunaan sudah lama/rosak; 2. Ketatkan penyambung litar gas dan pasang semula muncung; 3. Gantikan muncung yang rosak secara langsung |
1. Periksa keadaan gasket setiap minggu dan gantikan secara berkala setiap bulan; 2. Jalankan ujian kebocoran litar gas selama 30 saat sebelum mengimpal; 3. Elakkan penyejukan dan pemanasan mengejut muncung pada suhu tinggi |
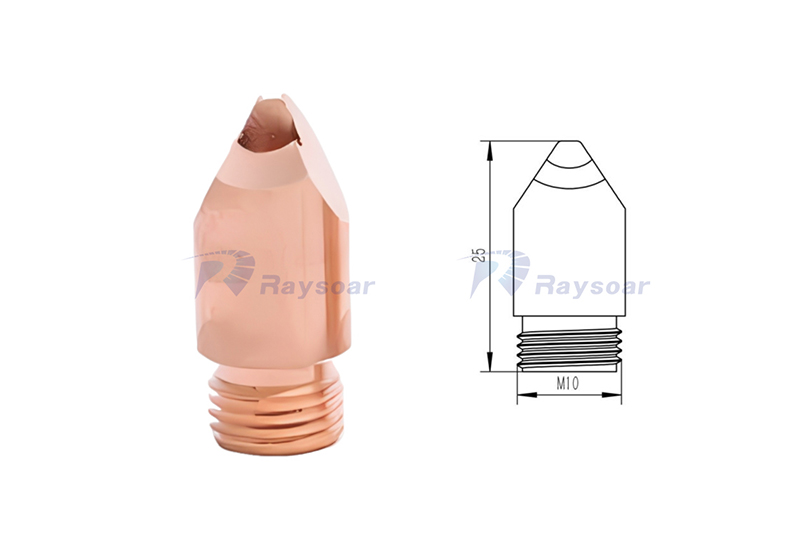
Suhu Muncung Terlalu Tinggi |
1. Dinding luar muncung panas dan malah berubah warna akibat pengoksidaan; 2. Suhu pada saluran gas pelindung tinggi, menyebabkan pengoksidaan kimpalan bertambah teruk; 3. Senapang kimpal mengeluarkan amaran terlebih panas |
1. Hentikan pengimpalan serta-merta, matikan laser, dan biarkan sistem penyejukan beroperasi selama 5-10 minit; 2. Bersihkan paip penyejukan air (jenis berair pendingin) atau saluran udara (jenis berudara pendingin); 3. Gantikan muncung yang terlalu panas dan berubah bentuk |
1. Jangan kimpal secara berterusan selama lebih daripada 15 minit, sejukkan pada sela waktu; 2. Bersihkan kekalkaan dalam paip air penyejuk secara berkala; 3. Laraskan kuasa laser mengikut ketebalan logam asas |
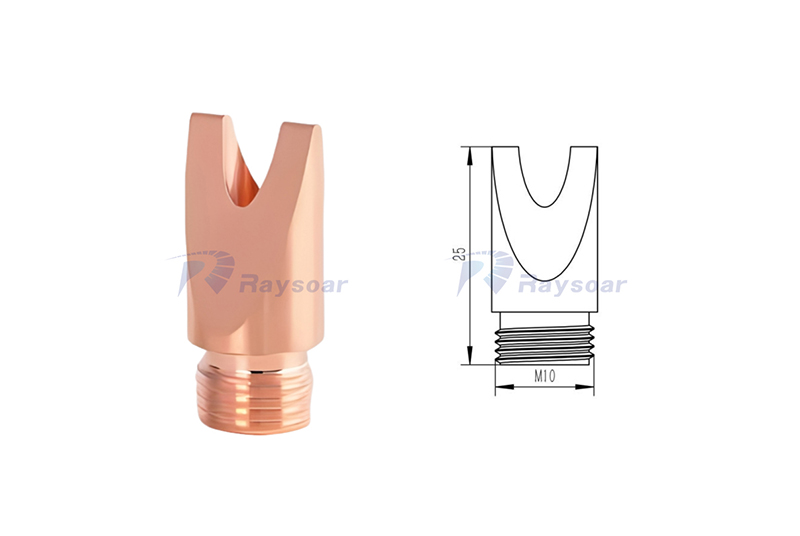
Salah Selari Antara Muncung dan Wayar Kimpalan |
1. Wayar kimpalan menyimpang dari pusat kimpalan, menyebabkan pelinciran tidak lengkap; 2. Salah selari antara tompok laser dan kedudukan wayar kimpalan, meningkatkan percikan kimpalan; 3. Pembentukan kimpalan yang kurang baik dan lekuk bawah |
1. Alih keluar muncung dan kalibrasi semula pusat senapang; 2. Periksa sambungan antara tiub suapan dawai dan muncung, laraskan ke keadaan sejajar; 3. Gantikan muncung yang haus secara langsung |
1. Jalankan kalibrasi penyelarasan selepas menggantikan muncung setiap kali; 2. Tetapkan kedudukan tiub suapan dawai untuk mengelakkan lenturan dan sesaran; 3. Secara berkala periksa kestabilan mekanisme suapan dawai |


Hak cipta © 2024 oleh Shanghai Raysoar Electromechanical Equipment Co., Ltd.





