

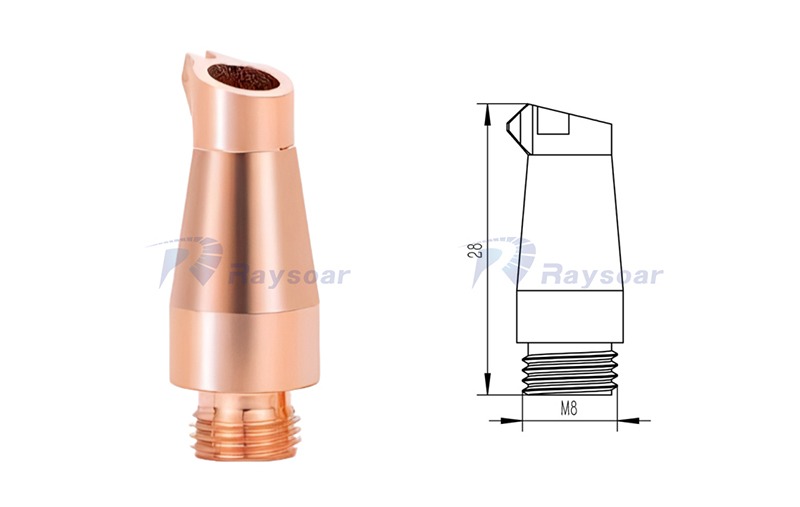
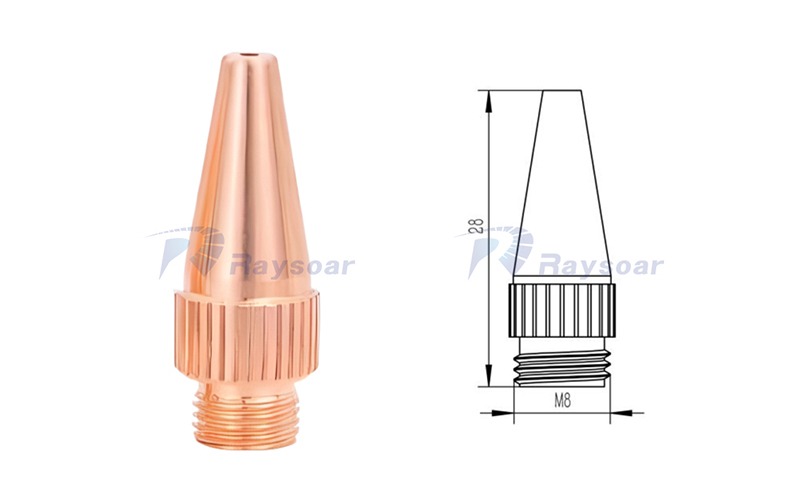
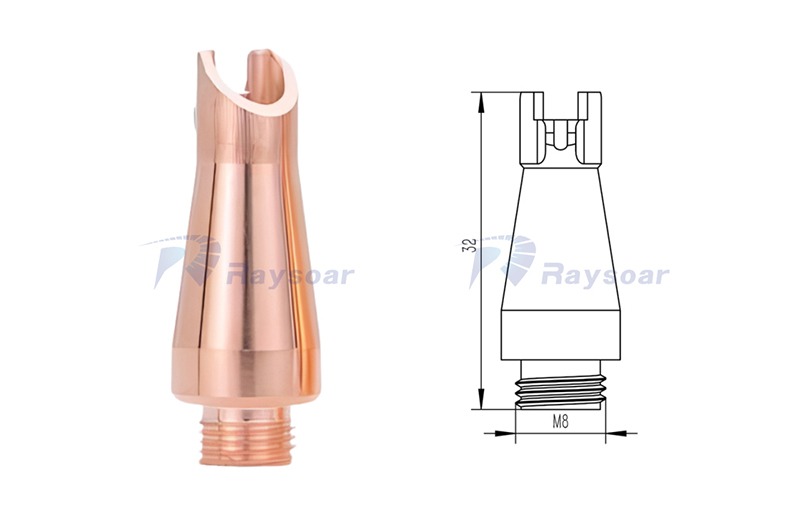
Sākumlapa > Patēriņlīdzekļi > Lazer Trauks > Lāzera metināšanas sprausla



Problēmas parādība |
Ātra noteikšanas metode |
Ārkārtas apstrādes soļi |
Profilakses pasākumi |
Sprauslas aizsērēšana |
1. Ievērojams aizsarggāzes plūsmas samazinājums metinot ar lāzeru; 2. Metinājumā veidojas oksidācija un porozitāte; 3. Pie sprauslas izejas ir redzama šlakas uzkrāšanās |
1. Izslēdziet aprīkojuma barošanu un gāzes cauruli, pagaidiet, kamēr sprausla atdziest; 2. Izmantojiet īpašu adatu, lai attīrītu dozatora izeju (izvairieties no iekšējās sienas rūpīšanām); 3. Notīriet iekšējo sienu ar sausu saspiestu gaisu; 4. Nožāvējiet grūti notīrāmu šlaktu zemā temperatūrā pirms tīrīšanas |
1. Metinot uzturiet 1-3 mm attālumu starp dozatoru un pamatmetālu; 2. Izmantojiet 99,99% augstas tīrības aizsarggāzi; 3. Ik pēc 30 metināšanas minūtēm notīriet dozatoru |
Dozatora nolietojums/deformācija |
1. Sitienu pēdas uz dozatora izplūdes malas un neregulāra atvere; 2. Nevienmērīgs metinājuma platums un nobīdīts metinājums; 3. Neparasts aizsargvides segums |
1. Pārtrauciet deformētas/nolietotas sprauslas izmantošanu un nomainiet to uz jaunu ar tādām pašām specifikācijām; 2. Kalibrējiet atbilstību starp sprauslas centru un lāzera fokusu pēc uzstādīšanas |
1. Darbības laikā izvairieties no sprauslas sadursmes ar pamatmetālu/piespriedi; 2. Izvēlieties nolietojumizturīgas sprauslas, kas izgatavotas no vara-hroma-cirkonija materiāla; 3. Demontējiet un montējiet ar speciāliem rīkiem, pievelciet saskaņā ar norādīto griezes momentu |
Sprauslas gaisa noplūde/Slikts aizsardzības efekts |
1. Sakarā ar oksidāciju metinājuma virsma kļūst melna un parādās blīvs porainums; 2. Ūdens iegremdēšanas testā redzami nepārtraukti gaisa burbuļi ap sprauslu; 3. Aizsarggāzes spiediena mēraparāta rādījumos lielas svārstības |
1. Pārbaudiet starpliku starp sprauslu un pistoles korpusu, nomainiet, ja tā ir novecojusi/sabojāta; 2. Pievelciet gāzes ķēdes savienotāju un uzstādiet dūzeli atkārtoti; 3. Tieši nomainiet bojāto dūzeli |
1. Pārbaudiet blīvslapsti reizi nedēļā un ik mēnesi regulāri nomainiet; 2. Veiciet 30 sekunžu gāzes ķēdes noplūdes testu pirms metināšanas; 3. Izvairieties no pēkšņas dūzeles dzesēšanas un sildīšanas augstā temperatūrā |
Pārmērīgi augsta dūzeles temperatūra |
1. Dūzeles ārējā siena ir karsta un pat mainījusi krāsu, jo notikusi oksidācija; 2. Temperatūra pie aizsarggāzes izejas ir augsta, kas pastiprina metinājuma oksidāciju; 3. Metināšanas pistole brīdina par pārkarsēšanu |
1. Neatliecami apturiet metināšanu, izslēdziet lāzeri un turpiniet darbināt dzesēšanas sistēmu 5–10 minūtes; 2. Notīriet ūdens dzesēšanas cauruļvadu (ūdens dzesēšanas tips) vai gaisa kanālu (gaisa dzesēšanas tips); 3. Nomainiet pārkarsto un deformēto izsmidzinātāju; |
1. Neveiciet metināšanu nepārtraukti vairāk kā 15 minūtes, periodiski atdzesējiet; 2. Regulāri notīriet nogulsnes no dzesēšanas ūdens cauruļvada; 3. Regulējiet lāzera jaudu atbilstoši pamatmetāla biezumam |
Izsmidzinātāja un metināšanas vada nesakritība |
1. Metināšanas vads novirzās no metinājuma centra, rezultātā nepilnīga sasilšana; 2. Nesakritība starp lāzera punktu un metināšanas vada atrašanās vietu, palielinot metināšanas šķekeras; 3. Slikta metinājuma forma un iegriezums |
1. Noņemiet izsmidzinātāju un veiciet atkārtotu ieroča centra kalibrēšanu; 2. Pārbaudiet savienojumu starp vada padeves cauruli un sprauslu, noregulējiet līdz izlīdzinātajam stāvoklim; 3. Tieši nomainiet nodilušo sprauslu |
1. Veiciet līdzsvarošanas kalibrēšanu pēc katras sprauslas nomaiņas; 2. Fixējiet vada padeves caurules pozīciju, lai izvairītos no liekumiem un nobīdēm; 3. Regulāri pārbaudiet vada padeves mehānisma stabilitāti |




Autortiesības © 2024 Shanghai Raysoar Electromechanical Equipment Co., Ltd.




