





문제 현상 |
빠른 판단 방법 |
응급 조치 절차 |
예방 조치 |
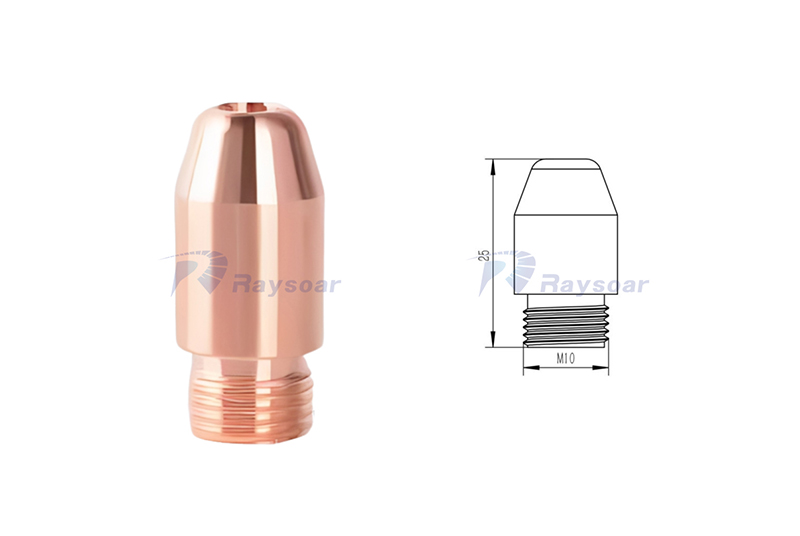
노즐 막힘 |
1. 레이저 발진 중인 용접 시 보호 가스 유량이 명확히 감소함; 2. 용접 부위의 산화 및 기공 발생; 3. 노즐 출구에서 슬래그가 쌓인 것이 확인됨 |
1. 장비 전원과 가스 회로를 끄고 노즐이 식을 때까지 기다림; 2. 노즐 출구를 제거할 때 특수 핀을 사용하여 청소하십시오(내벽을 긁지 않도록 주의); 3. 건조한 압축 공기로 내벽을 퍼지하십시오; 4. 청소 전 고온의 찌꺼기는 낮은 온도에서 베이킹하여 제거 |
1. 용접 중 노즐과 모재 사이를 1~3mm 거리를 유지하십시오; 2. 99.99% 고순도 보호 가스를 사용하십시오; 3. 30분 용접할 때마다 노즐을 청소하십시오 |
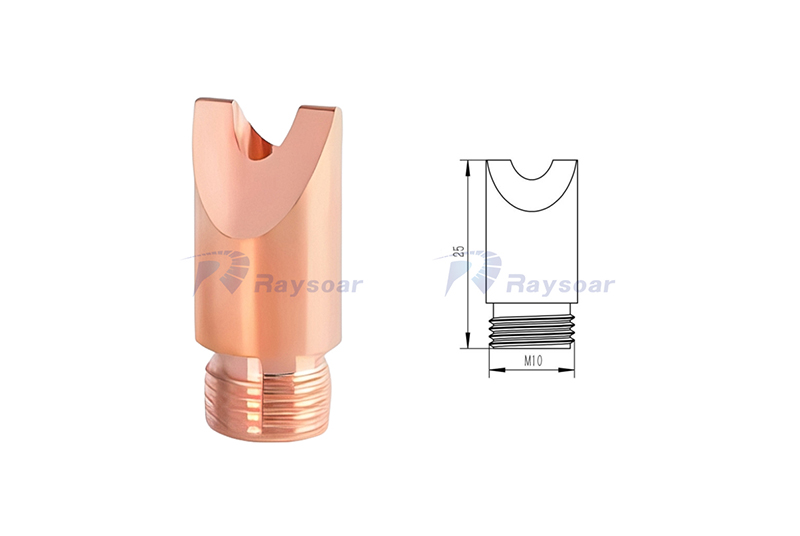
노즐 마모/변형 |
1. 노즐 출구 가장자리에 충돌 흔적이 있으며, 구멍 모양이 불규칙함; 2. 용접 폭이 고르지 못하고 용접 위치가 치우침; 3. 보호 가스 커버리지 범위가 비정상적임 |
1. 변형되거나 마모된 노즐의 사용을 중단하고 동일한 사양의 새로운 노즐로 교체하십시오. 2. 설치 후 노즐 중심과 레이저 초점의 정렬을 보정하십시오. |
1. 작동 중에 노즐이 기본 금속/고정구와 충돌하지 않도록 주의하십시오. 2. 구리-크롬-지르코늄 소재로 제작된 내마모성 노즐을 선택하십시오. 3. 전용 도구를 사용하여 분해 및 조립하고, 지정된 토크에 따라 조이십시오. |
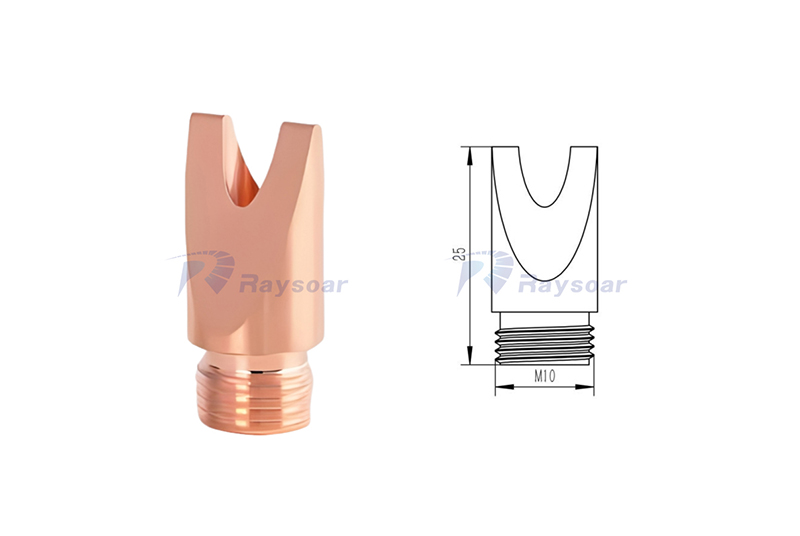
노즐 공기 누출/불량한 보호 효과 |
1. 산화로 인해 용접면이 검게 변하고 밀집된 기공이 나타남; 2. 물 담금 시험에서 노즐 주변에 연속적인 공기 방울이 관찰됨; 3. 보호 가스 압력 게이지 값의 큰 변동 |
1. 노즐과 건 본체 사이의 개스킷을 점검하고, 노후 또는 손상된 경우 교체하십시오. 2. 가스 회로 커넥터를 조이고 노즐을 다시 설치하십시오. 3. 손상된 노즐을 직접 교체하십시오. |
1. 개스킷 상태를 매주 점검하고 매월 정기적으로 교체하십시오. 2. 용접 전에 30초간 가스 회로 누출 테스트를 수행하십시오. 3. 고온에서 노즐의 급격한 냉각 및 가열을 피하십시오. |
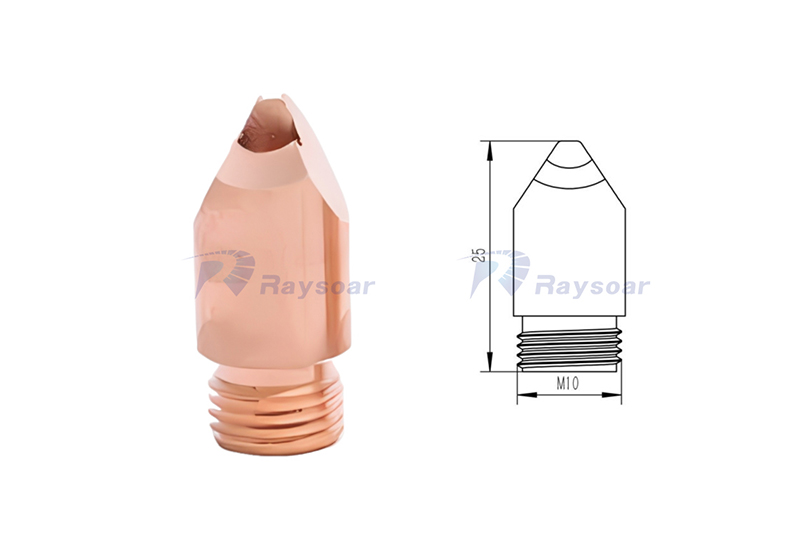
노즐 온도 과도 상승 |
1. 노즐의 외벽이 뜨거워지고 산화로 인해 변색될 수 있음; 2. 보호 가스 배출구의 온도가 높아져 용접 부위의 산화가 심화됨; 3. 용접 건이 과열 경보를 발생시킴 |
1. 즉시 용접을 중지하고 레이저를 끈 후 냉각 시스템을 5~10분간 계속 작동시키십시오. 2. 물 냉각 파이프라인(수냉식) 또는 공기 덕트(공랭식)를 청소하십시오; 3. 과열되어 변형된 노즐을 교체하십시오; |
1. 15분 이상 연속해서 용접하지 마시고, 주기적으로 식히십시오; 2. 냉각수 파이프라인 내부의 스케일을 정기적으로 청소하십시오; 3. 기본 금속의 두께에 따라 레이저 출력을 조정하십시오; |
노즐과 용접 와이어 간의 정렬 오류 |
1. 용접 와이어가 용접 중심에서 벗어나 불완전 융합이 발생함; 2. 레이저 스팟과 용접 와이어 위치 간의 정렬 오류로 인해 스패터가 증가함; 3. 용접 형상이 불량하고 언더컷이 발생함 |
1. 노즐을 제거하고 건 중심을 다시 보정하십시오; 2. 와이어 피드 튜브와 노즐 사이의 연결 상태를 점검하고 정렬된 상태로 조정하십시오. 3. 마모된 노즐을 직접 교체하십시오 |
1. 노즐 교체 후마다 정렬 보정을 수행하십시오; 2. 와이어 피드 튜브의 위치를 고정하여 휨과 오프셋을 방지하십시오; 3. 와이어 피드 메커니즘의 안정성을 주기적으로 점검하십시오 |


저작권 © 2024 상하이 레이소어 전기기계설비 유한회사. 모든 권리 보유.






