

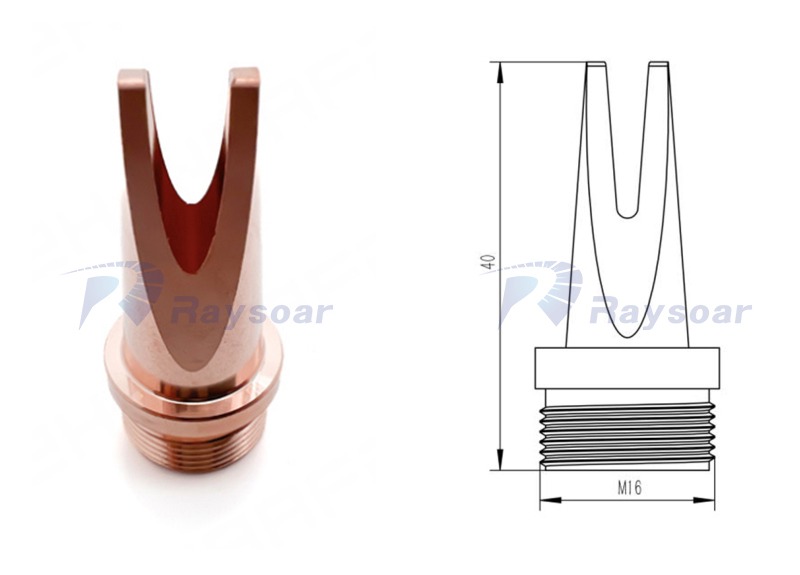
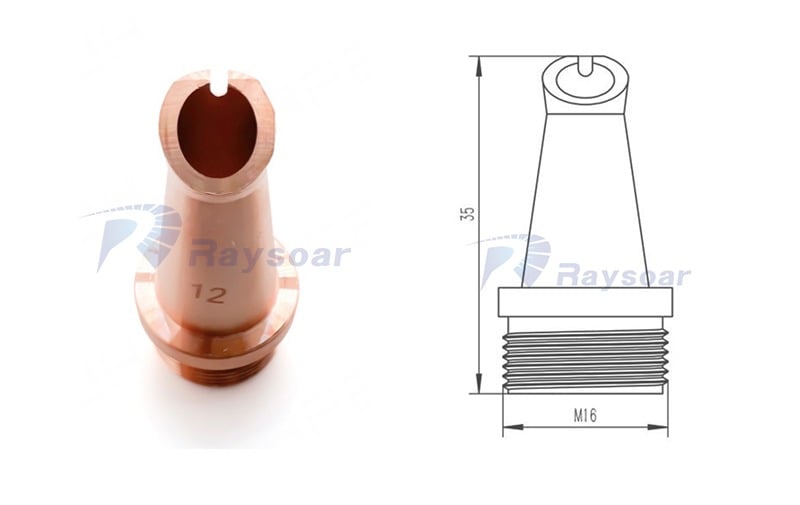
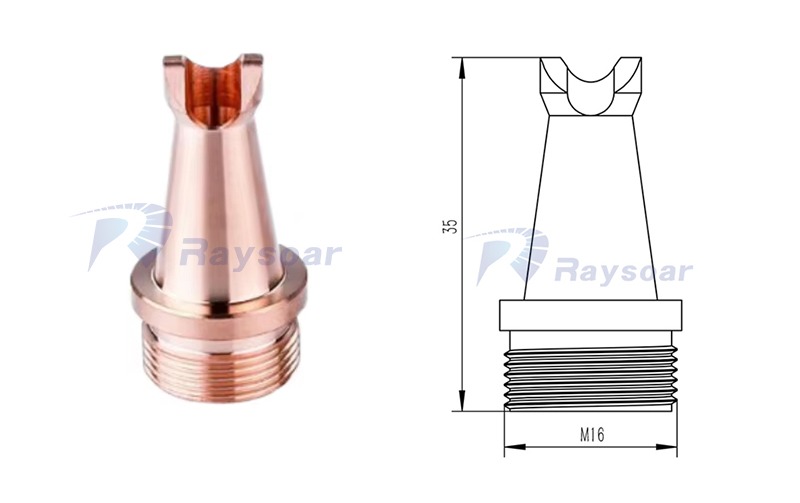
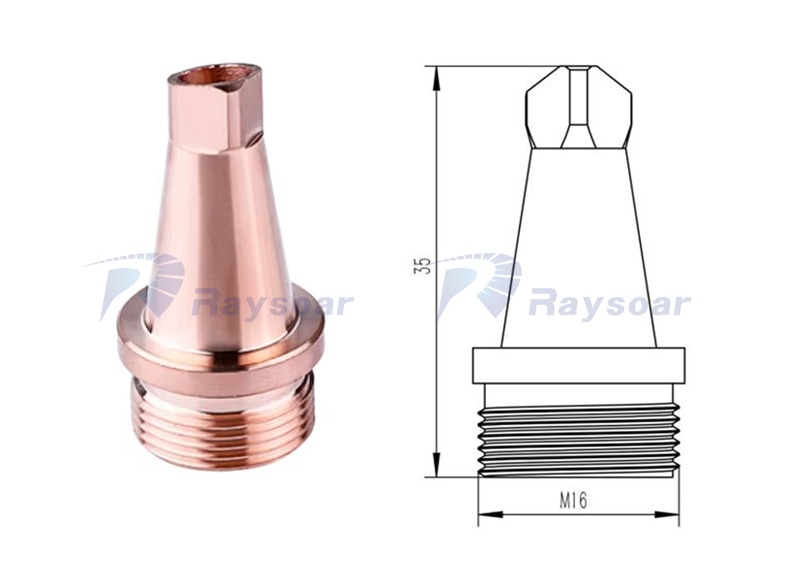
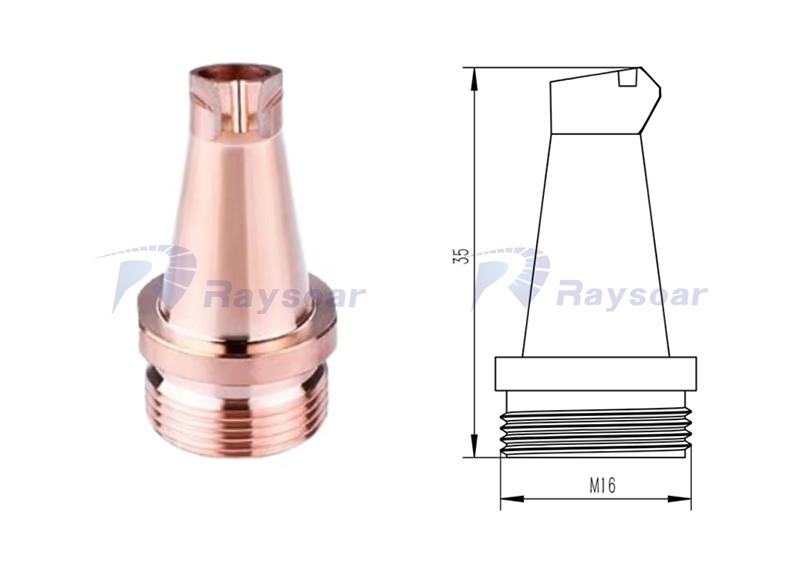
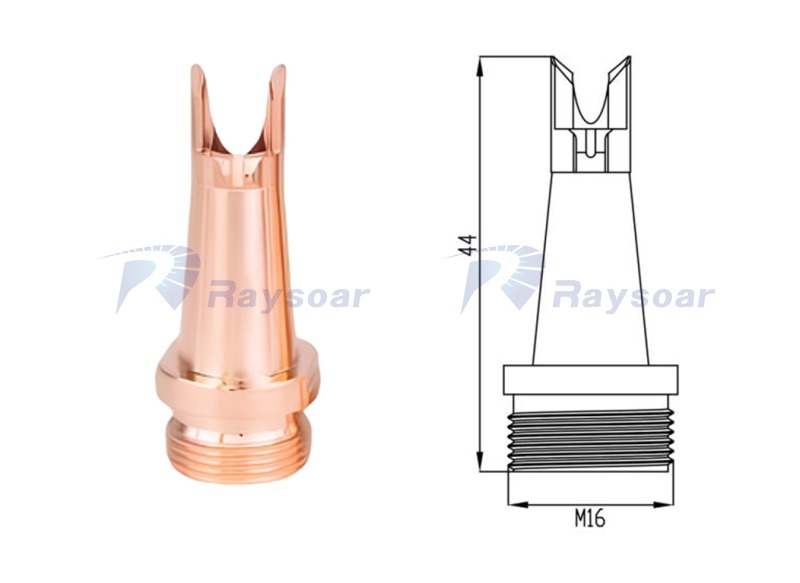
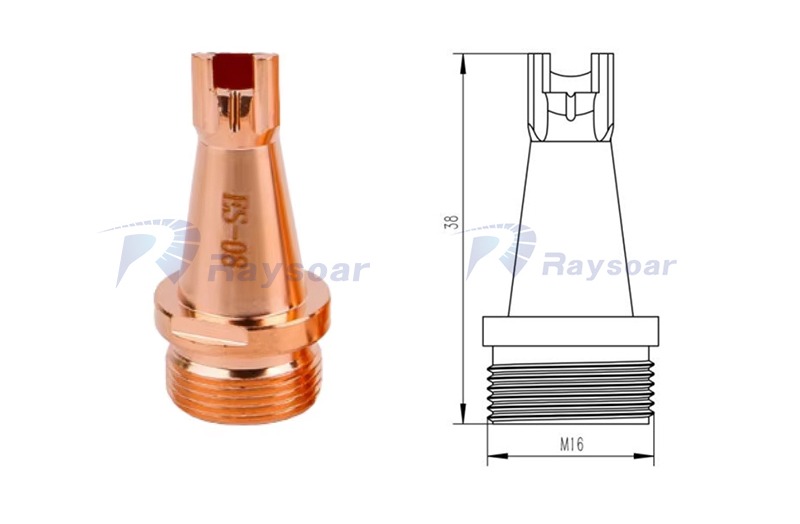
שם המוצר: פקק ללחמת לייזר
יישום: ללחמת לייזר ואכלה של תיל
סוג: M16 H40 / M16 H35 / M16 H44 / M16 H38
קוטר פנימי זמין: 0.8 מ"מ/1.0 מ"מ/1.2 מ"מ/1.6 מ"מ/2.0 מ"מ
חומר: נחושת


תופעת התקלה |
שיטת אבחנה מהירה |
שלבי טיפול דחוף |
צעדים מניעים |
אטימה של הפקק |
1. ירידה מובהקת בזרימת גז השריפה במהלך הלחמה עם שידור הלייזר; 2. מתרחשת חמצון של הלחמה ויצירת חורים; 3. נראת הצטברות שאריות ביציאת הפקק |
1. כבו את מפסק החשמל והגז של המכשיר, המתינו שהתושבת תתחמם; 2. השתמשו בסיכה מיוחדת כדי לנקות את פתח התושבת (הימנעו ממשטח פנימי מחורץ); 3. נקו את הפנים הפנימית בעזרת אוויר דחוס יבש; 4. חמו שאריות קשיחות בטמפרטורה נמוכה לפני הנקיה |
1. שמרו על מרחק של 1-3 מ"מ בין התושבת לבין מתכת הבסיס במהלך ריסוק; 2. השתמשו בגז שזירה עם טהרה גבוהה של 99.99%; 3. נקו את התושבת כל 30 דקות של ריסוק |
בלאי/עיוות תושבת |
1. סימני התנגשות על שפת פתח התושבת וחור לא סדיר; 2. רוחב ריסוק לא אחיד וריסוק מוסט; 3. טווח כיסוי של גז שילוט לא תקין |
1. להפסיק להשתמש בפיה שנפגמה/שנשחקה ולחלפה בפיה חדשה באותו מפרט; 2. כייל את התזוזקה בין מרכז הפיה לבין מוקד הלייזר לאחר ההתקנה |
1. להימנע מתנגשות הפיה עם המתכת הבסיסית/המתקן במהלך הפעלה; 2. לבחור פיות עמידות בפני שחיקה, שעשויות חומר נחושת-כרום-זירקוניום; 3. הרכבה והפרדה באמצעות כלים מיוחדים, חיזוק לפי מומנט צידוק שצוין |
דליפת אוויר מהפיה/אפקט שילוט לקוי |
1. פנים הלحام מתכהה עקב חימצון וצצים חורים צפופים; 2. בוחנים בועות אוויר רציפות סביב הפיה במהלך בדיקת שטיפה במים; 3. תנודות גדולות בערך מד לחץ גז השילוט |
1. בדוק את החותם בין הפה לגוף האקדח, החלף אם יש שילוש/נזק; 2. חזק את מין החיבור של מעגל הגז והתקן מחדש את הפה; 3. החלף ישירות את הפה הניזוק |
1. בדוק את מצב החותם אחת לשבוע והחליפו אחת לחודש באופן קבוע; 2. בצע מבחן דליפה של מעגל הגז למשך 30 שניות לפני הלחמה; 3. הסר מהצטמקות פתאומית וחימום של הפה בטמפרטורה גבוהה |
טמפרטורת פה גבוהה מדי |
1. קיר החיצוני של הפה חם ואפילו משתנה צבע בגלל חמצון; 2. הטמפרטורה ביציאת גז השielding גבוהה, מה שמחמיר את חמצון הלחמה; 3. אקדח הלחמה משמיע התראה всר חימום יתר |
1. עצרו מיד את הלחימה, כבו את הלייזר והמשיכו להפעיל את מערכת הקירור למשך 5-10 דקות; 2. נקו את צינור קירור המים (סוג ממוזג במים) או את הצינור לאספקת אוויר (סוג ממוזג באוויר); 3. החליפו את הלוע שסבלה מחימום יתר ועיוות |
1. אין ללחם באופן רציף יותר מ-15 דקות, יש להתיר הפסקות לקירור; 2. נקו באופן קבוע שכבת משקע בצינור המים של מערכת הקירור; 3. התאימו את עוצמת הלייזר בהתאם לעובי המתכת הבסיסית |
אי-יישור בין לוע לבין חוט הלחימה |
1. חוט הלחימה סוטה ממרכז הלחימה, מה שגורםfusion incompleta; 2. אי-יישור בין כתם הלייזר לבין מיקום חוט הלחימה, מה שמגדיל את התפוצצות הלחימה; 3. עיצוב לקוי של הלחימה וחתך עמוק |
1. הסר את הפקק ובדוק מחדש את מרכז האקדח; 2. בדוק את החיבור בין צינור האכלה לפקק, ותקן למצב יישור; 3. החלף ישירות את הפקק שנשחק; |
1. בצע כיול יישור לאחר כל החלפת פקק; 2. קבע את מיקום צינור האכלה כדי למנוע כיפוף והסטה; 3. בדוק באופן קבוע את יציבות מנגנון האכלה; |






זכויות יוצרים © 2024 על ידי Shanghai Raysoar Electromechanical Equipment Co.,Ltd.







