

מקרה של לקוח - סדרת חיתוך מדויק FCP
שם הלקוח: אל שאחין
מקום: ערב הסעודית
תעשייה: יצרני פלדות מבניות לתחנות ייצור חשמל, שיקוע ועיבוד נפט

ציוד ייצור: מכונת חיתוך QuickLaser 20 קילוואט יחידה אחת
מכונת חיתוך QuickLaser 40 קילוואט יחידה אחת

עבודת חיתוך: ברוב המקרים 10-80 מ"מ SASO ISO 630.

פתרון אספקת גז: יחידה אחת של GNMM11-100S (ייצור גז מעורב באתר 100 מ 3/שעה)
יחידה אחת של GNMM11-150S (ייצור גז מעורב באתר 150 מ 3/שעה)
ייצור גז חיתוך: 100 מ"ק/שاعة, 150 מ"ק/שاعة, גז תערובת חנקן בריכוז 94%
התאמה אישית לפרויקט זה:
לשני מכונות החיתוך בלייזר (20 קילוואט/40 קילוואט) מחוברים התקני חיתוך בגז תערובת בנפח 100 ו-150 מ"ק בהתאמה, בהתאם להספקם. הצינורית יכולה לספק מקור אויר להתקן הגז התערובת, אך גם יכולה להתחבר ישירות לצינורית האויר של הלייזר. בכך ניתן לבצע חיתוך לייזר באוויר ובגז תערובת באופן מקוון. מאחר שוידיאור האויר כולל שולי זרימה מספיקים, הוא מסוגל לעמוד בדרישות האויר של ציוד הלייזר גם בעת הרחבה עתידית של קו ייצור האספקה.

לפני ההשקעה/דרישות הלקוח:
*החומרים שהלקוח צריך לחצות הם בעיקר לוחות פלדה מבניים, סרגלי שטח רחבים ופלדות ת_profiles, שקולים ל-ISO 630/E235 ו-E355.
*מסוף הטיפול בחומרים של הלקוח גדול למדי, והם מצפים להגדיל את הקיבולת לעיבוד בלייזר ל-5-6 מכונות בעתיד.
* הטמפרטורה בבנייני המפעל היא בין 50 ל-70 מעלות צלזיוס.

לאחר ההשקעה/השינוי שאנחנו מציעים:
* להתחיל לפי דרישה בהתבסס על דרישות שיעור הזרימה, ובכך לצמצם משמעותית את צריכה האנרגיה מיותרת ב-70%;
* מערכת פליטת קנה מפלט משוריינת מפני קרינת חום שומרת על טמפרטורה קבועה בתחנת האוויר, מה שעושה את היחידון אמין ויציב יותר;
* בהשוואה לשיטות חיתוך באוויר שהלקוחות השתמשו בהן בעבר, מושגת גימור משטח גבוה יותר וכמו כן יעילות חיתוך טובה יותר;

* לאפשר חיתוך באוויר מקוון וחיתוך בגז מעורב של הלייזר;
* מכיוון שיחידת מחצלת האוויר כוללת שולי זרימה מספיקים, היא יכולה לעמוד בצורך האוויר של ציוד הלייזר בהרחבה עתידית של קו ייצור תזונה;
* מערכת סינון והCONDITIONING של אוויר;
* צינוריות אוויר מפלדת אל-חלד מבטיחות העברת אוויר נקי
הצגת מוצרים מסדרת FCP:
חיתוך גז מעורב משתמש ביחס ספציפי של תערובת חנקן-חמצן כגז עזר לייזר לחיתוך, תוך ניצול היתרונות של כל אחד מהגזים המרכיבים (חנקן לחיתוך במהירות גבוהה וחמצן לחיתוך ללא שפכים) על ידי שילובם לזרם חיתוך יחיד. שיטה זו מאפשרת חיתוך מהיר עם מינימום שפכים, ושיפור משמעותי באיכות החיתוך של פלדי פחמן בינוניים ועבים וכן של סגלי אלומיניום, עם מהירות חיתוך גבוהה יותר בהשוואה לחיתוך בחנקן טהור. בעיות השפיכת הנגרמות בשימוש בחנקן טהור או בחיתוך באוויר מופחתות למינימום או מבוטלות לגמרי.

יתרונות חיתוך בגז מעורב:
● משפר את איכות החיתוך של פלדה רגילה, ומקטין שפכים לפחות מ-3% מסמך החומר.
● מראה סיום משופר בהשוואה לחיתוך באוויר.
● מגדיל באופן ניכר את מהירות החיתוך בהשוואה לחיתוך בחמצן של לוחות פחמן בינוניים ועבים בעלי הספק גבוה.
● מציע יתרון במחיר בהשוואה לחיתוך בחנקן נוזלי.
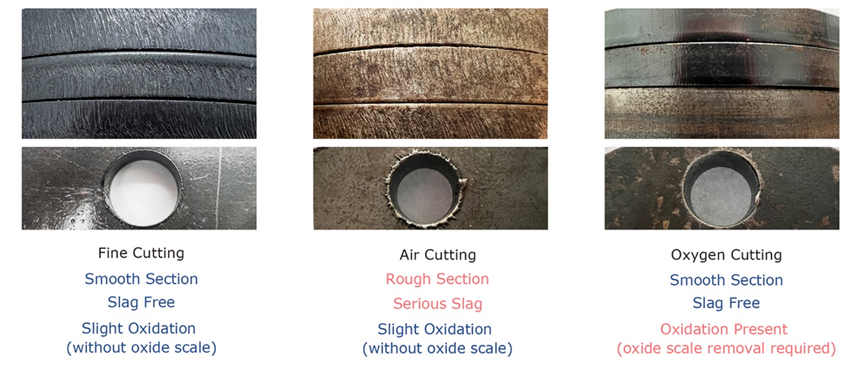
חיתוך עדין VS חיתוך באוויר vs חיתוך ב-O2
שימוש
●עבודת חיתוך כבדה של פלדת פחמן (הפיכת חיתוך אויר או חיתוך חנקן נוזלי)
●חיתוך ללא שסעים של סגסוגת אלומיניום.
תכונות של המוצרים:
● בהשוואה למערכות תערובת דו-גז של חנקן נוזלי וחמצן נוזלי, היא מגיעה לשימור של עד 70%, מספקת החזר מהיר, עם תקופת החזר הון ממוצעת של 12-18 חודשים.
● תחזוקה קלה, עם תקופת חיים של 6-8 שנים המצריכה תחזוקה רגילה.
● פונקציונליות מופעלת על ידי LOT, עם SMART-REIN ייחודי לפקוח מרחוק דרך מכשירי נייד. בוחר באופן אינטיליגנטי מצבי פעולה בהתאם לתנאי המפעל כדי למזער את צריכה האנרגיה.
● יכולות חיבור והשתפות בין ציוד, לאפשרת בקרת שיתוף פעולה עם כלים מכניים שמוכלים את הפונקציות הניתנות להתאמה של מערכת BOCHU.
