Ügyfél: Mozdonyalkatrészek gyártója Helyszín: Kína, Hunan Gyártóberendezés: 40 kW-os lézeres vágógép 1 db &...
Megosztás
Vásárló: Vasúti mozdonyalkatrészek gyártója
Elhelyezkedés: Hunan, Kína

A gyártási berendezés: 40 KW-os lézeres vágógép 1 db
60 KW-os lézeres vágógép 1 db
6 KW-os lézeres vágógép 1 db
12 KW-os lézeres vágógép 1 db
20 KW-os lézeres vágógép 1 db
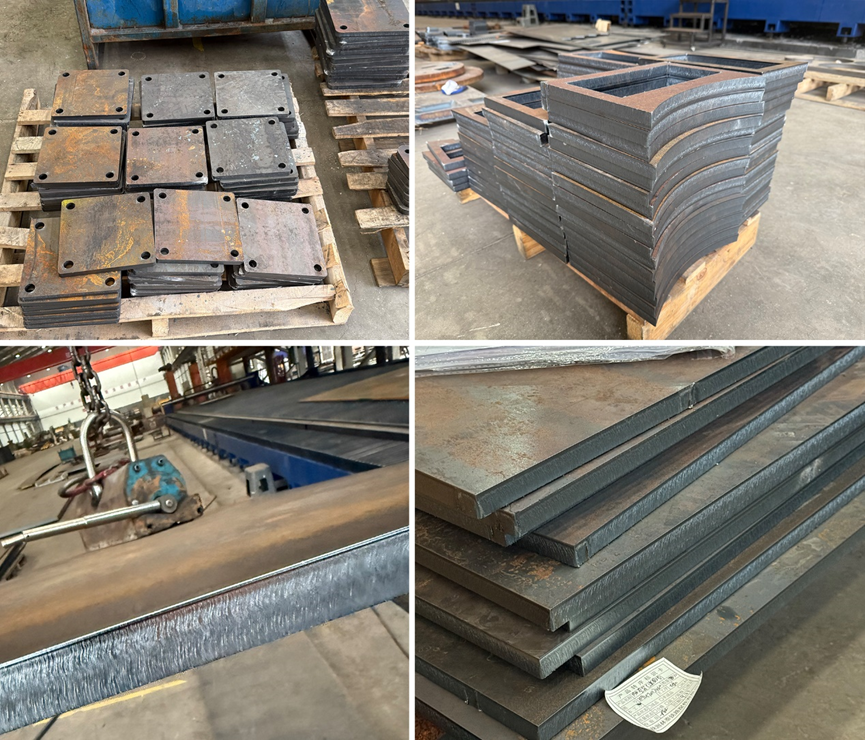
Vágási munka: 8-25 MM szénacél
Gázellátási megoldás: 2 db FCP (150 Nm³/f ónkeverék-gáz előállítás helyszínen)

A befektetés előtt:
Több különböző teljesítményszintű lézergéppel a vevő magas stabilitást és adaptálódó képességet követelt meg segédgáztól
A hagyományos gázbefúvás nem tudta teljes mértékben kielégíteni a különböző vastagságok és teljesítménybeállítások igényeit, ami instabil vágási minőség, oxidáció a vágott felületeken, salak tapadás és magasabb gázköltségek.
A befektetés után:
Az FCP Fine Cutting sorozatú keverék gázrendszer felszerelése után a vágási minőség jelentősen javult.
A vágott felületek tisztábbá váltak, az oxidáció és a salak képződése nagymértékben csökkent, a vágási sebesség és stabilitás pedig növekedett.
A rendszer pontos N₂–O₂ arányokat biztosít a lézerteljesítményhez és anyagvastagsághoz igazodva, így stabilis, hatékony és gazdaságos gázellátást nyújt több gép, nagy teljesítmény és teljes vastagságú vágás esetén.
FCP sorozat termékeinek bemutatása:
A kevert gáz vágásához egy meghatározott arányú nitrogén-oxigén keveréket használ lézeres segédvágó gázként, kihasználva mindkét összetevőgáz előnyeit
a komponensgázok (a nitrogén a nagy sebességű vágáshoz és az oxigén a horzsolyamentes vágáshoz) előnyeit egyesítve egyetlen vágóáramban.
Ez a módszer lehetővé teszi a gyors vágást minimális horzsolya képződéssel, jelentősen javítva a vágási minőséget közepes és vastag alacsony széntartalmú acélok
és alumíniumötvözetek esetében, miközben magasabb vágási sebességet ér el, mint a tiszta nitrogén. A tiszta
nitrogén vagy levegővágás során fellépő horzsolyaképződési problémák minimalizálódnak vagy teljesen megszűnnek.

A vegyes gásvágás előnyei:
● Javítja az általános acél vágási minőségét, csökkentve a peremet a anyagvastagság <3%-ára.
● Jobb felületminőséget nyújt a levegős vágással összehasonlítva.
● Jelentősen növeli a vágási sebességet nagy teljesítményű közepes és nagyobb vastagságú széntartalmú acéllapok oxigénes vágásához képest.
● Költségelőnyt kínál a folyékony nitrogénnel történő vágáshoz képest.
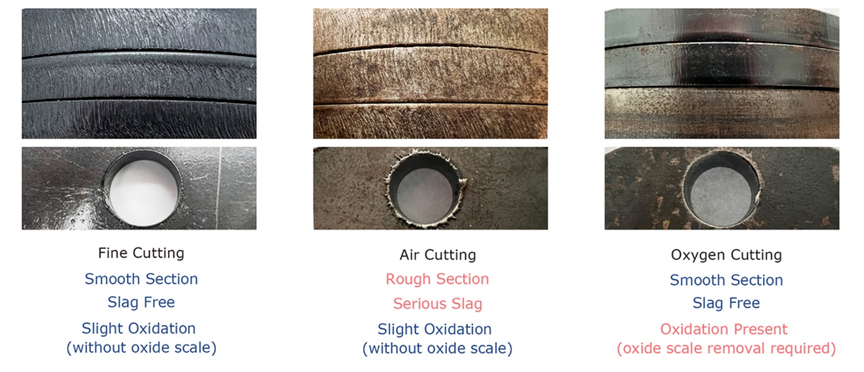
Finom vágás VS Levegős vágás vs O2 vágás
Alkalmazás
●Nagy terhelésű vágás széntartalmú acélhez (levegős vagy folyékony nitrogénes vágás helyett)
●Burrmentes vágás alumíniumötvözethez.
Termékek jellemzői:
● A folyékony nitrogén és folyékony oxigén kétgázos keverési rendszerekhez képest akár 70%-os költségmegtakarítást ér el, gyors megtérülést biztosítva, átlagosan 12–18 hónapos megtérülési idővel.
átlagosan 12-18 hónapos megtérülési idővel.
● Egyszerű karbantartás, 6-8 éves rendszeréletkorral, amely rendszeres karbantartást igényel.
● LOT-engedélyezett funkciók, kizárólagos SMART-REIN távoli monitorozással mobil eszközökről. Intelligensen kiválasztja
az üzemeltetési módokat a gyári feltételek alapján az energiafogyasztás optimalizálása érdekében.
● Felszerelések összekapcsolhatósága és együttműködési képessége, lehetővé téve az együttműködő szabályozást a BOCHU rendszerrel felszerelt gépekkel
rendszer testreszabható funkciói.

Copyright © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.