Ügyfél neve: NTS Helyszín: Zsöngszu, Kína Iparág: Hajóépítés A hajóépítés rendkívül magas követelményeket támaszt a vágás minőségével és a feldolgozási technikákkal szemben. A hajótest gyártása, a berendezési elemek és változó...
Megosztás
Ügyfél neve: NTS
Elhelyezkedés: Kínában Jiangsu
IP szektor: Hajógyártás

A hajóépítés rendkívül magas követelményeket támaszt a vágási minőséggel és a feldolgozási technikákkal szemben. A hajótest gyártása,
a felszerelési alkatrészek és különféle alkatrészek mindegyike pontos, hatékony és költséghatékony vágást igényel.
Gyártóberendezés: Lézervágógép 30 kW 7 db
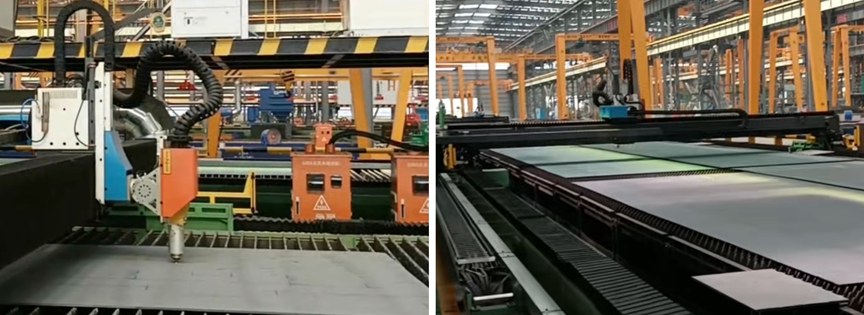
Vágási munka: 8–25 mm alacsony szén tartalmú acél- és alumíniumötvözet lemezek
Gázellátási megoldás: FCP30 (150 m³/f ónitrogén előállítás helyszínen) 7 db
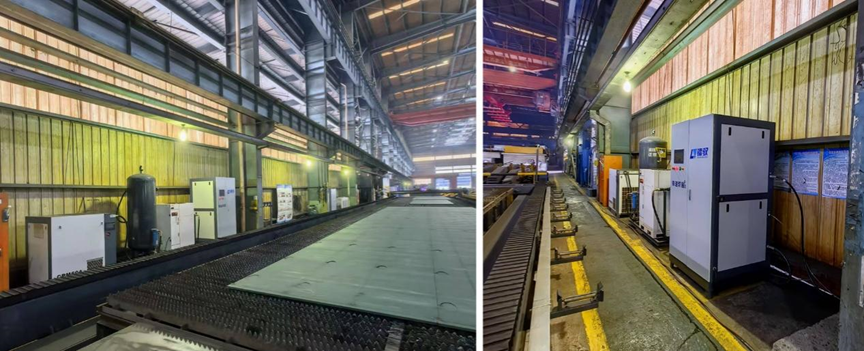
A befektetés előtt:
A lézervágógép és az FCP kevert gázgenerátor beszerzése előtt ez a nagy léptékű hajógyár a plazmavágó gépeket használta fő gyártási berendezésként. Azonban a konfiguráció és a termelékenység nem tudta kielégíteni a növekvő megrendelések
igényeit. A vágási hatékonyságot és a gépkarbantartási költségeket figyelembe véve az ügyfél lecserélte a plazmavágó
berendezéseket
8 darab 30 kW-os lézeres vágógéppel és 7 darab FCP30-mal, amely 150 m 3/h N 2-O 2kevert gáz ellátásához
a lézeres vágási munkához szükséges vágógázként.

A befektetés után:
1. Az FCP30N 2-O 2kevert gáz generátorokkal stabil és elegendő vágógáz-ellátás biztosított a nagy mennyiségű megrendelések termelési ütemtervének követelményeihez;
ütemtervéhez;
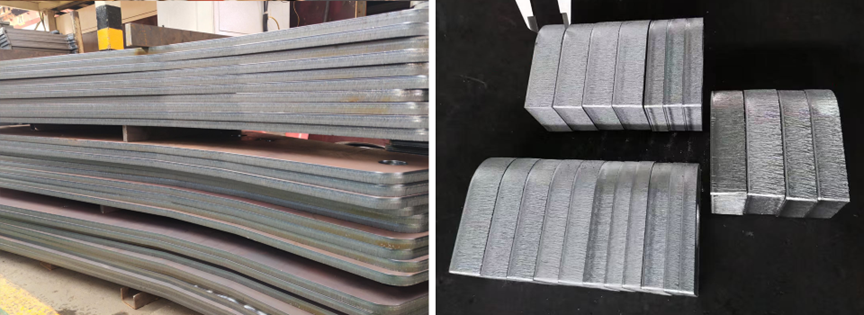
2. A 94%-os tisztaságú nitrogén jobb vágási eredményt nyújt 8-25 mm széntartalmú acélnál, magasabb sebességgel és jobb vágott felület minőséggel. Közepes
-vastagságú alacsony széntartalmú acél- és alumíniumötvözet lemezeknél a kevert gázas vágás jelentősen javítja a vágás minőségét, csökkenti a horzsolya magasságát
a anyag vastagságának 3%-ánál kisebb, összehasonlítva a levegővágással, csökkentve a utómegmunkálási költségeket és javítva az hegesztési minőséget;
3. Alacsony karbantartási költségek segítenek lerövidíteni az új berendezések megtérülési idejét.

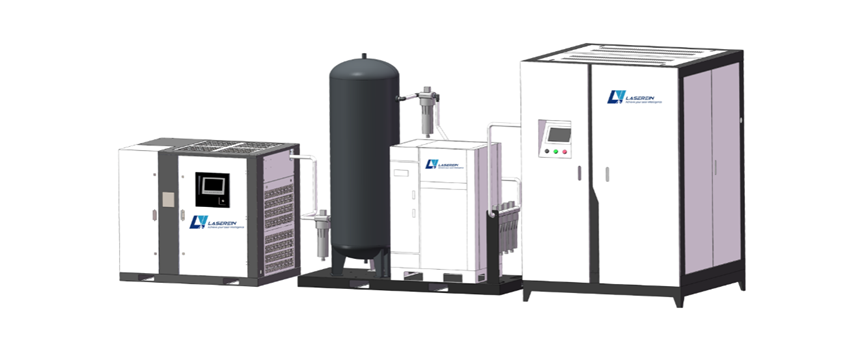
FCP sorozat termékeinek bemutatása:
A kevert gáz vágásához egy meghatározott arányú nitrogén-oxigén keveréket használ lézeres segédvágó gázként, kihasználva mindkét összetevőgáz előnyeit
a komponensgázok (a nitrogén a nagy sebességű vágáshoz és az oxigén a horzsolyamentes vágáshoz) előnyeit egyesítve egyetlen vágóáramban.
Ez a módszer lehetővé teszi a gyors vágást minimális horzsolya képződéssel, jelentősen javítva a vágási minőséget közepes és vastag alacsony széntartalmú acélok
és alumíniumötvözetek esetében, miközben magasabb vágási sebességet ér el, mint a tiszta nitrogén. A tiszta
nitrogén vagy levegővágás során fellépő horzsolyaképződési problémák minimalizálódnak vagy teljesen megszűnnek.
A vegyes gásvágás előnyei:
● Javítja az általános acél vágási minőségét, csökkentve a peremet a anyagvastagság <3%-ára.
● Jobb felületminőséget nyújt a levegős vágással összehasonlítva.
● Jelentősen növeli a vágási sebességet nagy teljesítményű közepes és nagyobb vastagságú széntartalmú acéllapok oxigénes vágásához képest.
● Költségelőnyt kínál a folyékony nitrogénnel történő vágáshoz képest.
Finomvágás vs. Levegővágás

Alkalmazás
● Nehéz vágási munkák szénacélhoz (levegős vagy folyékony nitrogénes vágás helyett)
● Burkolatmentes vágás alumíniumötvözetekhez
Termékek jellemzői:
● Összehasonlítva a folyékony nitrogén és folyékony oxigén kétgázas keverési rendszereivel, akár 70%-os megtakarítást érhet el, gyors megtérülést biztosítva,
átlagosan 12-18 hónapos megtérülési idővel.
● Egyszerű karbantartás, 6-8 éves rendszeréletkorral, amely rendszeres karbantartást igényel.
● LOT-engedélyezett funkciók, kizárólagos SMART-REIN távoli monitorozással mobil eszközökről. Intelligensen kiválasztja
az üzemeltetési módokat a gyári feltételek alapján az energiafogyasztás optimalizálása érdekében.
● Felszerelések közötti kapcsolat és együttműködési képességek, amelyek lehetővé teszik a koordinált vezérlést olyan gépekkel, amelyek rendelkeznek a
BOCHU rendszer testreszabható funkcióival.

Copyright © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.