
Ügyfél: Fémműipari Cég Helyszín: Szaúd-Arábia Iparág: Erőművek, sótalanítók és olajfinomítók számára szerkezeti acélokat gyártó vállalat Gyártóberendezés: QuickLaser Vágógép 20 KW  ...
Megosztás
Ügyfél: Vállalat fémműiparok számára
Elhelyezkedés: Saud-Arábia
IP szektor: Szerkezeti acélok gyártói erőművek, sótalanítók és olajfinomítók számára
A gyártási berendezés: QuickLaser Vágógép 20 KW 1 db
QuickLaser Vágógép 40 KW 1 db

Vágási munka: főleg 10-80 MM SASO ISO 630.
Gázellátási megoldás: 1 db GNMM11-100S (100 m 3/h kevert gáz előállítása a helyszínen)
1 db GNMM11-150S (150 m 3/h kevert gáz előállítása a helyszínen)
Vágógáz előállítás: 100 m³/fó 150 m³/fó 94% tisztaságú nitrogén kevert gáz
Testreszabás erre a projektre:
Két lézeres vágógép (20 kW/40 kW) egy-egy 100 és 150 köbméteres kevert gázzal történő vágóberendezéssel van felszerelve,
attól függően, hogy mekkora a teljesítményük. A szellőzőcsatorna levegőt biztosít a kevert gázberendezéshez, de közvetlenül csatlakoztatható is
a lézeres vágócsatornához. Ez lehetővé teszi a lézeres berendezés online légtelenítését és kevert gázzal történő vágását. Mivel a kompresszoregység
van elegendő átfolyási tartalékkal rendelkezik, kielégíti a lézeres berendezés levegőigényét az anyagellátó
gyártási sor.

A befektetés előtt / az ügyfél igénye:
*Az ügyfél által vágandó anyagok többségében szerkezeti acéllapok, széles síkidomok és profilacélok, amelyek megfelelnek az ISO 630/E235 és E355 szabványnak.
*Az ügyfél anyagmozgató műhelye meglehetősen nagy, és jövőbenre 5-6 gépre tervezi a lézerfeldolgozási kapacitás növelését.
* A gyári épületek hőmérséklete 50 és 70 ℃ között van.

A befektetés után/Ami általunk kínált változás:
* Az áramlási sebességre vonatkozó igény alapján történő indítással jelentősen csökkenthető az energiaköltség 70%-kal;
* A hősugárzástól védett csővezetékkel ellátott kipufogó állandó hőmérsékletet biztosít a légtérben, így az egység megbízhatóbb és stabilabb működést nyújt;
* A korábban a vásárlók által használt légszeletelési módszerekhez képest magasabb felületi minőséget és jobb vágási hatékonyságot ér el;

* Lehetővé teszi a lézeres levegős és vegyesgázos vágás online alkalmazását;
* Mivel a kompresszoregység elegendő átfolyási tartalékkal rendelkezik, kielégíti a lézeres berendezés levegőigényét a későbbi
anyagellátó gyártósor bővítése során;
* Légszűrő és -tisztító rendszer;
* Rozsdamentes acél légcsővezeték biztosítja a tiszta levegő szállítását
FCP sorozat termékeinek bemutatása:
A kevert gáz vágásához egy meghatározott arányú nitrogén-oxigén keveréket használ lézeres segédvágó gázként, kihasználva mindkét összetevőgáz előnyeit
a komponensgázok (a nitrogén a nagy sebességű vágáshoz és az oxigén a horzsolyamentes vágáshoz) előnyeit egyesítve egyetlen vágóáramban.
Ez a módszer lehetővé teszi a gyors vágást minimális horzsolya képződéssel, jelentősen javítva a vágási minőséget közepes és vastag alacsony széntartalmú acélok
és alumíniumötvözetek esetében, miközben magasabb vágási sebességet ér el, mint a tiszta nitrogén. A tiszta
nitrogén vagy levegővágás során fellépő horzsolyaképződési problémák minimalizálódnak vagy teljesen megszűnnek.

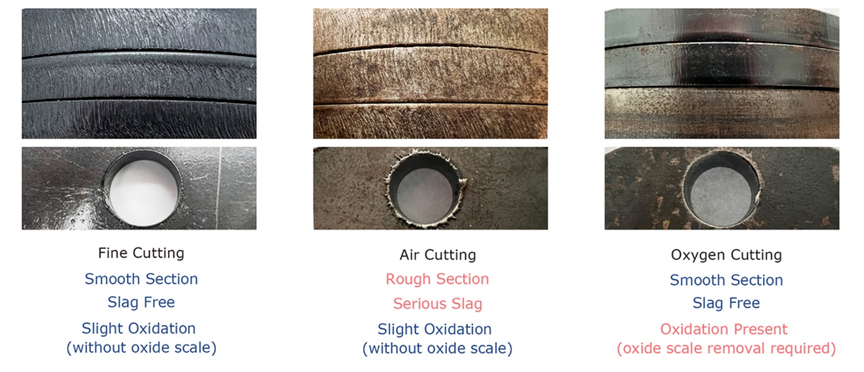
A vegyes gásvágás előnyei:
● Javítja az általános acél vágási minőségét, csökkentve a peremet a anyagvastagság <3%-ára.
● Jobb felületminőséget nyújt a levegős vágással összehasonlítva.
● Jelentősen növeli a vágási sebességet nagy teljesítményű közepes és nagyobb vastagságú széntartalmú acéllapok oxigénes vágásához képest.
● Költségelőnyt kínál a folyékony nitrogénnel történő vágáshoz képest.
Finom vágás VS Levegős vágás vs O2 vágás
Alkalmazás
●Nagy terhelésű vágás széntartalmú acélhez (levegős vagy folyékony nitrogénes vágás helyett)
●Burrmentes vágás alumíniumötvözethez.
Termékek jellemzői:
● A folyékony nitrogén és folyékony oxigén kétgázos keverési rendszerekhez képest akár 70%-os költségmegtakarítást ér el, gyors megtérülést biztosítva, átlagosan 12–18 hónapos megtérülési idővel.
átlagosan 12-18 hónapos megtérülési idővel.
● Egyszerű karbantartás, 6-8 éves rendszeréletkorral, amely rendszeres karbantartást igényel.
● LOT-engedélyezett funkciók, kizárólagos SMART-REIN távoli monitorozással mobil eszközökről. Intelligensen kiválasztja
az üzemeltetési módokat a gyári feltételek alapján az energiafogyasztás optimalizálása érdekében.
● Felszerelések összekapcsolhatósága és együttműködési képessége, lehetővé téve az együttműködő szabályozást a BOCHU rendszerrel felszerelt gépekkel
rendszer testreszabható funkciói.

Copyright © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.






