





समस्या घटना |
त्वरित निर्णय विधि |
आपातकालीन निपटान कदम |
अग्रिम मापदंड |
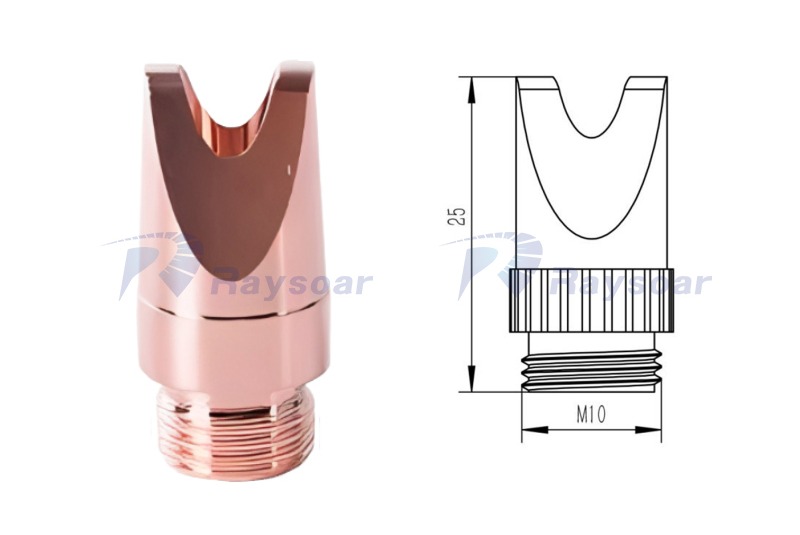
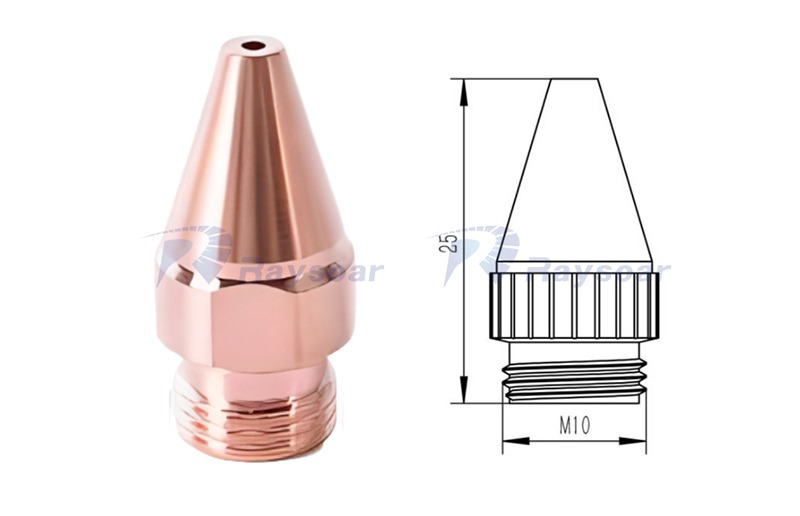
नोजल बंद होना |
1. लेजर उत्सर्जन के साथ वेल्डिंग के दौरान शील्डिंग गैस प्रवाह में स्पष्ट कमी; 2. वेल्ड में ऑक्सीकरण और छिद्रता उत्पन्न होती है; 3. नोजल निकास पर धातु अवशेष जमा दिखाई देते हैं |
1. उपकरण की बिजली और गैस सर्किट बंद करें, नोजल के ठंडा होने के लिए प्रतीक्षा करें; 2. नोजल आउटलेट को साफ करने के लिए एक विशेष पिन का उपयोग करें (आंतरिक दीवार को खरोंचने से बचें); 3. शुष्क संपीड़ित वायु के साथ आंतरिक दीवार को साफ करें; 4. सफाई से पहले जमे हुए गारे को कम तापमान पर सेंकें |
1. वेल्डिंग के दौरान नोजल और आधार धातु के बीच 1-3 मिमी की दूरी बनाए रखें; 2. 99.99% उच्च-शुद्धता वाली शील्डिंग गैस का उपयोग करें; 3. हर 30 मिनट वेल्डिंग के बाद नोजल को साफ करें |
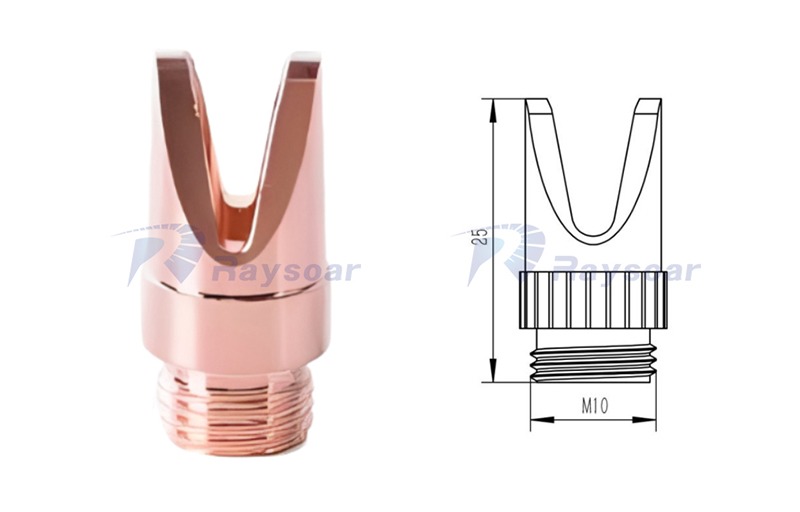
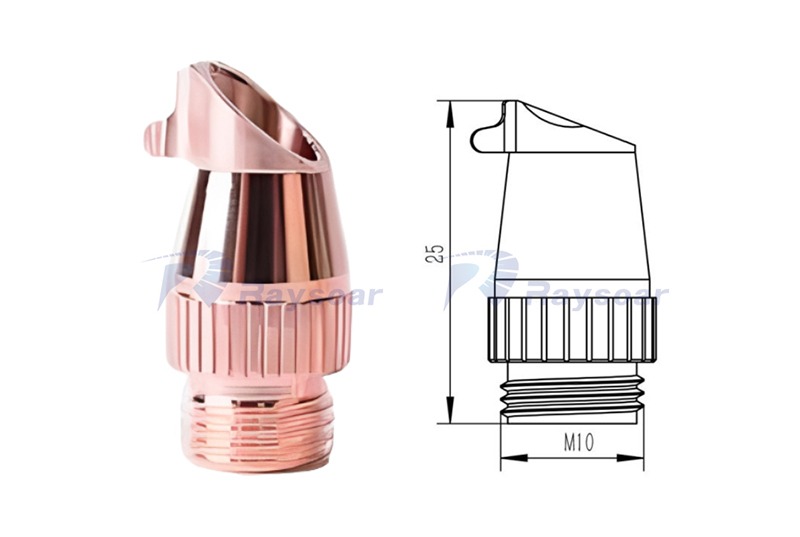
नोजल का क्षरण/विरूपण |
1. नोजल आउटलेट के किनारे पर टकराने के निशान और अनियमित छिद्र; 2. असमान वेल्ड चौड़ाई और ऑफसेट वेल्डिंग; 3. शील्डिंग गैस कवरेज सीमा में असामान्यता |
1. विकृत/घिसे हुए नोजल के उपयोग को बंद करें और उसी विनिर्देश के नए नोजल से बदल दें; 2. स्थापना के बाद नोजल केंद्र और लेजर फोकस के बीच संरेखण को कैलिब्रेट करें |
1. संचालन के दौरान नोजल के आधार धातु/फिक्सचर के साथ टकराव से बचें; 2. तांबा-क्रोमियम-ज़िरकोनियम सामग्री से बने घर्षण-प्रतिरोधी नोजल का चयन करें; 3. विशेष उपकरणों के साथ असेंबली और डिसएसेंबली करें, निर्दिष्ट टोक़ के अनुसार कसें |
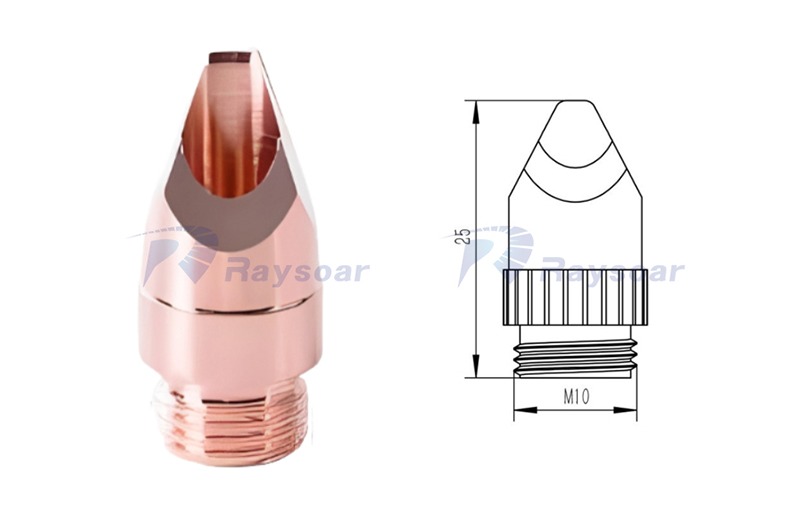
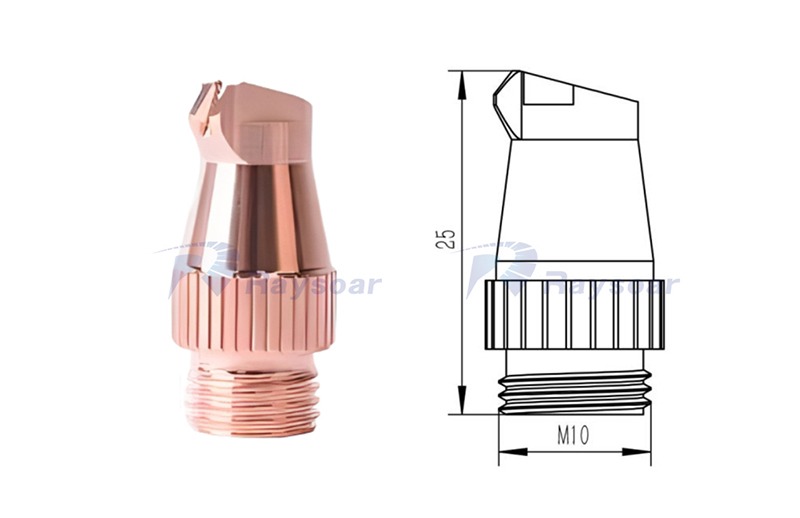
नोजल वायु रिसाव/खराब सुरक्षा प्रभाव |
1. ऑक्सीकरण के कारण वेल्ड सतह काली पड़ जाती है और घने छिद्र दिखाई देते हैं; 2. जल निमज्जन परीक्षण में नोजल के आसपास लगातार वायु बुलबुले दिखाई देते हैं; 3. सुरक्षा गैस दबाव गेज मान में बड़ा उतार-चढ़ाव |
1. नोजल और बंदूक धड़ के बीच गैस्केट की जांच करें, यदि पुरानी/क्षतिग्रस्त हो तो बदल दें; 2. गैस सर्किट कनेक्टर को कसें और नोज़ल को दोबारा लगाएं; 3. क्षतिग्रस्त नोज़ल को सीधे बदल दें |
1. गैसकेट की स्थिति की साप्ताहिक रूप से जाँच करें और प्रति माह नियमित रूप से इसे बदलें; 2. वेल्डिंग से पहले 30-सेकंड का गैस सर्किट लीक परीक्षण करें; 3. उच्च तापमान पर नोज़ल के अचानक ठंडा या गर्म होने से बचें |
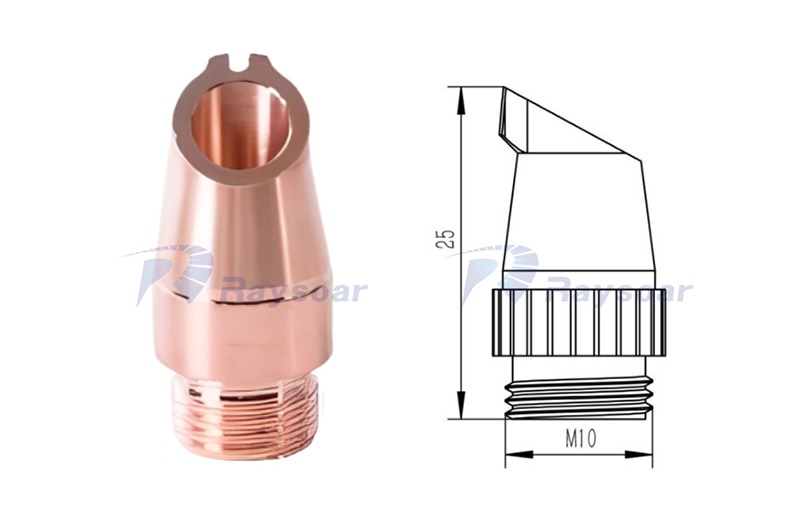
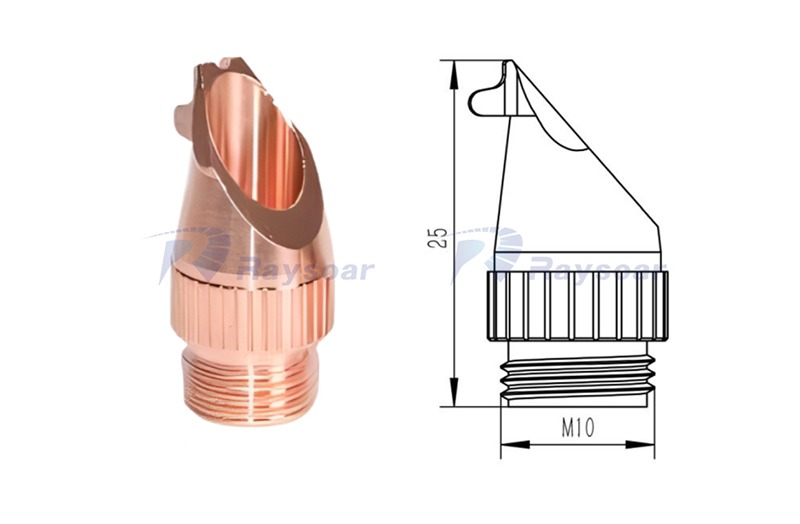
अत्यधिक उच्च नोज़ल तापमान |
1. ऑक्सीकरण के कारण नोज़ल की बाहरी दीवार गर्म और यहां तक कि रंग बदल जाती है; 2. शील्डिंग गैस निकास पर तापमान अधिक होने के कारण वेल्ड ऑक्सीकरण तीव्र हो जाता है; 3. वेल्डिंग गन अत्यधिक ताप के लिए अलार्म बजाती है |
1. तुरंत वेल्डिंग बंद कर दें, लेजर को बंद कर दें और 5-10 मिनट तक शीतलन प्रणाली को चालू रखें; 2. जल-शीतलन पाइपलाइन (जल-शीतलित प्रकार) या वायु नली (वायु-शीतलित प्रकार) को साफ़ करें; 3. अत्यधिक गर्म और विकृत नोजल को बदलें |
1. लगातार 15 मिनट से अधिक समय तक वेल्डिंग न करें, अंतराल पर ठंडा होने दें; 2. शीतलन जल पाइपलाइन में नियमित रूप से छाले को साफ़ करें; 3. आधार धातु की मोटाई के अनुसार लेजर शक्ति को समायोजित करें |
नोजल और वेल्डिंग तार के बीच असंरेखण |
1. वेल्डिंग तार वेल्ड केंद्र से भटक जाता है, जिसके परिणामस्वरूप संपूर्ण संलयन नहीं होता है; 2. लेजर धब्बे और वेल्डिंग तार की स्थिति के बीच असंरेखण, जिससे वेल्डिंग स्पैटर बढ़ जाता है; 3. खराब वेल्ड आकार और अंडरकट |
1. नोजल को हटा दें और बंदूक के केंद्र को पुनः कैलिब्रेट करें; 2. तार फीड ट्यूब और नोजल के बीच के कनेक्शन की जांच करें, संरेखित अवस्था में समायोजित करें; 3. घिसे हुए नोजल को सीधे बदल दें |
1. प्रत्येक बार नोजल बदलने के बाद संरेखण कैलिब्रेशन करें; 2. तार फीड ट्यूब की स्थिति को ठीक करें ताकि झुकाव और विस्थापन से बचा जा सके; 3. तार फीड तंत्र की स्थिरता की नियमित रूप से जांच करें |


कॉपीराइट © 2024 शंघाई रे सोअर इलेक्ट्रोमेकेनिकल ईक्विपमेंट को., लिमिटेड द्वारा।




