






پدیده مشکل |
روش تشخیص سریع |
مراحل رسیدگی اضطراری |
اقدامات پیشگیرانه |
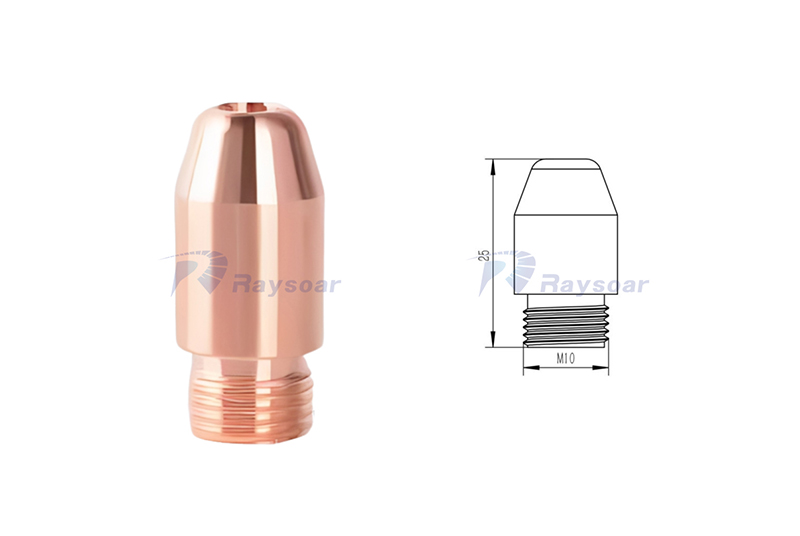
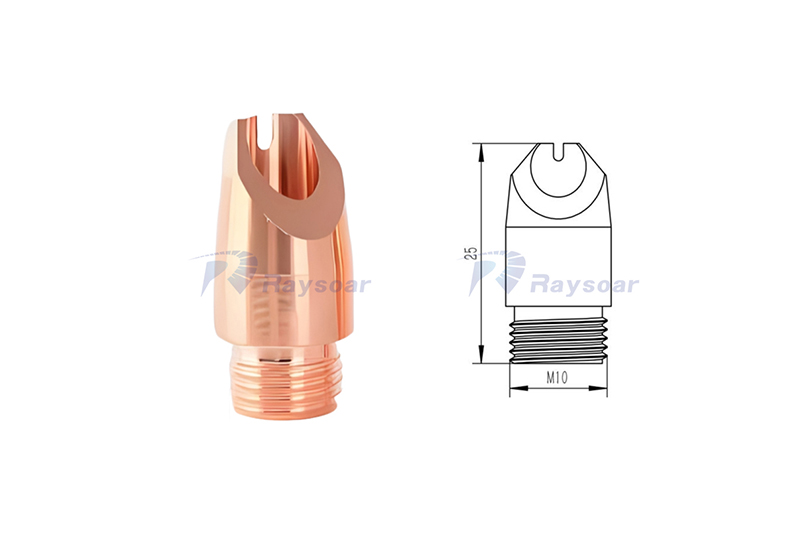
گرفتگی نوزل |
1. کاهش آشکار در دبی گاز محافظ در حین جوشکاری با تابش لیزر؛ 2. اکسیداسیون و تخلخل در جوش رخ میدهد؛ 3. تجمع سرباره در خروجی نوزل دیده میشود |
1. دستگاه را خاموش کرده و مدار برق و گاز را قطع کنید، منتظر سرد شدن نازل باشید؛ 2. از یک پین مخصوص برای تمیز کردن خروجی نازل استفاده کنید (از خراشیدن دیواره داخلی خودداری کنید)؛ 3. دیواره داخلی را با هوای فشرده خشک تمیز کنید؛ 4. قبل از تمیز کردن، سرباقی سفت را در دمای پایین بپزید |
1. در حین جوشکاری، فاصلهای 1 تا 3 میلیمتری بین نازل و فلز پایه حفظ کنید؛ 2. از گاز محافظ با خلوص بالا 99.99% استفاده کنید؛ 3. هر 30 دقیقه یکبار نازل را تمیز کنید |
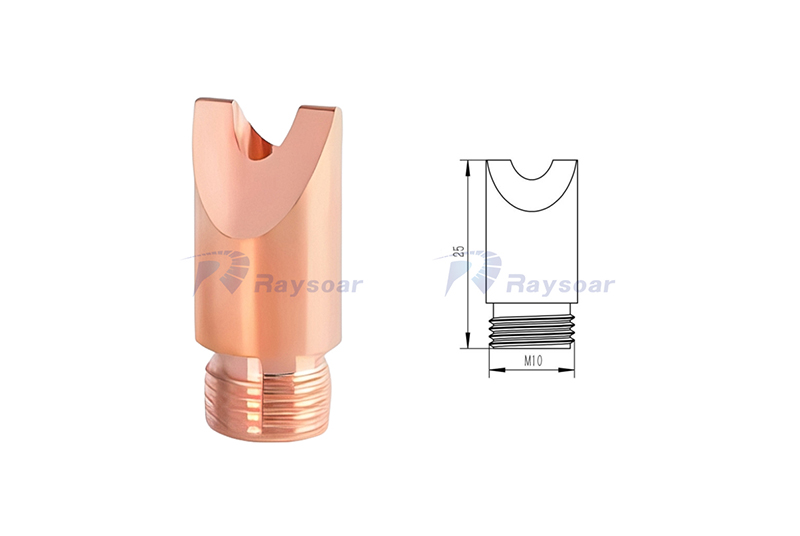
سایش/تغییر شکل نازل |
1. علائم برخورد روی لبه خروجی نازل و سوراخ نامنظم؛ 2. عرض جوش نامنظم و جوشکاری منحرف شده؛ 3. محدوده پوشش گاز محافظ نامناسب |
1. استفاده از نازل تغییرشکلیافته یا فرسوده را متوقف کرده و آن را با نازل جدیدی از همان مشخصات تعویض کنید؛ 2. پس از نصب، همخطی بین مرکز نازل و کانون لیزر را کالیبره کنید |
1. در حین کار از برخورد نازل با فلز پایه یا قلاببندی جلوگیری کنید؛ 2. نازلهای مقاوم در برابر سایش ساختهشده از جنس مس-کروم-زیرکونیوم را انتخاب کنید؛ 3. با ابزارهای تخصصی نازل را جدا و مونتاژ کنید و آن را با گشتاور مشخصشده سفت کنید |
نشت هوا از نازل/اثر محافظتی ضعیف |
1. سطح جوش به دلیل اکسیداسیون سیاه شده و تخلخل متراکم ظاهر میشود؛ 2. حبابهای هوا بهصورت مداوم در اطراف نازل در آزمون غوطهوری در آب دیده میشوند؛ 3. نوسان زیاد مقدار فشارسنج گاز محافظ |
1. واشر بین نازل و بدنه اسلحه را بررسی کنید و در صورت فرسودگی یا آسیب، آن را تعویض کنید؛ 2. اتصال دهنده مدار گاز را محکم کرده و نازل را دوباره نصب کنید؛ 3. نازل آسیب دیده را مستقیماً تعویض کنید |
1. وضعیت واشر را هفتگی بررسی کرده و بهطور منظم هر ماه آن را تعویض کنید؛ 2. قبل از جوشکاری، یک آزمون نشتی مدار گاز به مدت 30 ثانیه انجام دهید؛ 3. از سرد یا گرم شدن ناگهانی نازل در دمای بالا خودداری کنید |
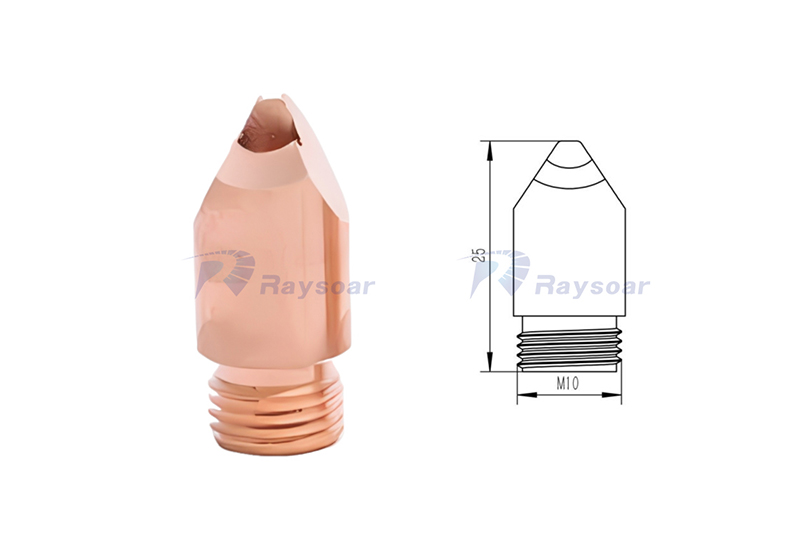
دمای بیش از حد نازل |
1. دیواره خارجی نازل به دلیل اکسیداسیون داغ و حتی دچار تغییر رنگ میشود؛ 2. دمای خروجی گاز محافظ بالا است و باعث تشدید اکسیداسیون جوش میشود؛ 3. اسلحه جوشکاری هشدار دادن به دلیل داغ شدن بیش از حد میدهد |
1. بلافاصله جوشکاری را متوقف کنید، لیزر را خاموش کرده و سیستم خنککننده را به مدت 5 تا 10 دقیقه روشن نگه دارید؛ 2. خط لوله خنککننده آبی (نوع آب خنک) یا کانال هوا (نوع هوا خنک) را تمیز کنید؛ 3. نازل داغ شده و تغییر شکل یافته را تعویض کنید |
1. بیش از 15 دقیقه بدون وقفه جوشکاری نکنید، در فواصل زمانی خنک شوید؛ 2. به طور منظم رسوبهای داخل خط لوله آب خنککننده را پاک کنید؛ 3. توان لیزر را با توجه به ضخامت فلز پایه تنظیم کنید |
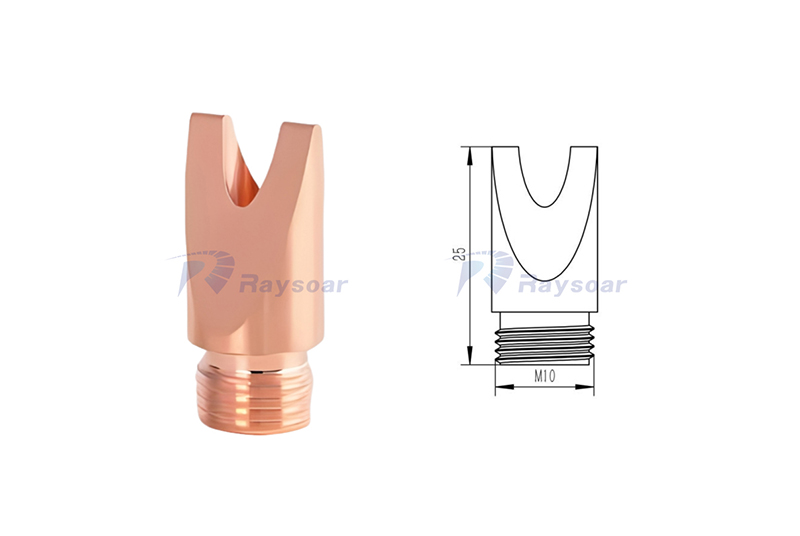
عدم هم محوری بین نازل و سیم جوشکاری |
1. سیم جوش از مرکز جوش منحرف شده و باعث امتزاج ناقص میشود؛ 2. عدم هممحوری بین لکه لیزر و موقعیت سیم جوش، که منجر به افزایش پاشش در جوشکاری میشود؛ 3. تشکیل بد جوش و ایجاد اندامه |
1. نازل را خارج کرده و مرکز اسلحه را مجدداً کالیبره کنید؛ 2. اتصال بین لوله فیلر سیم و نازل را بررسی کرده و آن را در وضعیت همتراز تنظیم کنید؛ 3. بهطور مستقیم نازل فرسوده را تعویض کنید |
1. پس از هر بار تعویض نازل، کالیبراسیون همترازی را انجام دهید؛ 2. موقعیت لوله فیلر سیم را ثابت کنید تا از خم شدن و جابهجایی آن جلوگیری شود؛ 3. بهطور منظم پایداری مکانیزم فیلر سیم را بررسی کنید |


کپیرایت © 2024 توسط شرکت محدود تجهیزات الکترومکانیکی شانگهای Raysoar.





