

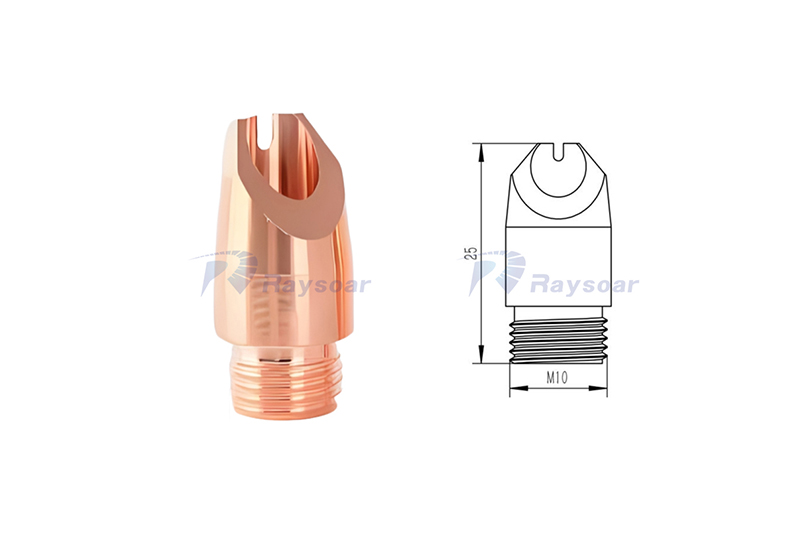
Startseite > Verbrauchsmaterialien > Laserdüse > Laser-Schweißdüse





Problemparadoxon |
Schnelle Beurteilungsmethode |
Notfallmaßnahmen |
Präventive Maßnahmen |
Düsenverstopfung |
1. Deutliche Abnahme des Schutzgasflusses beim Laserschweißen; 2. Oxidation und Porosität der Schweißnaht treten auf; 3. Schlackeansammlung ist am Düsenaustritt sichtbar |
1. Schalten Sie die Gerätesteuerung und die Gasleitung aus, warten Sie, bis die Düse abgekühlt ist; 2. Verwenden Sie eine spezielle Nadel, um die Düsenöffnung zu reinigen (vermeiden Sie Kratzer an der Innenwand); 3. Spülen Sie die Innenwand mit trockener Druckluft aus; 4. Backen Sie hartnäckige Schlacke vor der Reinigung bei niedriger Temperatur; |
1. Halten Sie während des Schweißens einen Abstand von 1–3 mm zwischen Düse und Grundwerkstoff ein; 2. Verwenden Sie Schutzgas mit einer Reinheit von 99,99 %; 3. Reinigen Sie die Düse alle 30 Minuten Schweißzeit; |
Düsenverschleiß/Verformung |
1. Kollisionsspuren an der Düsenöffnungskante und unregelmäßige Öffnung; 2. Ungleichmäßige Schweißnahtbreite und Versatz beim Schweißen; 3. Abweichender Bereich der Schutzgasabdeckung |
1. Stellen Sie die Verwendung der verformten/abgenutzten Düse ein und ersetzen Sie sie durch eine neue Düse derselben Spezifikation; 2. Kalibrieren Sie nach der Installation die Ausrichtung zwischen Düsenmitte und Laserfokus; |
1. Vermeiden Sie Kollisionen der Düse mit dem Grundmetall/Bearbeitungsvorrichtung während des Betriebs; 2. Wählen Sie verschleißfeste Düsen aus Kupfer-Chrom-Zirkonium-Material; 3. Demontieren und montieren Sie mit Spezialwerkzeugen, gemäß vorgeschriebenem Drehmoment anziehen; |
Luftleckage an der Düse/Schlechter Schutzeffekt |
1. Die Schweißoberfläche wird aufgrund von Oxidation schwarz und es treten dichte Porosität auf; 2. Im Wasser-Eintauchtest sind kontinuierliche Luftblasen um die Düse sichtbar; 3. Starke Schwankungen des Druckmanometers für das Schutzgas |
1. Überprüfen Sie die Dichtung zwischen Düse und Pistolenkörper, ersetzen Sie sie bei Alterung/Schäden; 2. Die Gasleitungsmuffe festziehen und die Düse neu installieren; 3. Die beschädigte Düse direkt ersetzen |
1. Den Dichtungszustand wöchentlich prüfen und regelmäßig jeden Monat austauschen; 2. Vor dem Schweißen einen 30-Sekunden-Gaslecks-Test durchführen; 3. Plötzliche Abkühlung und Aufheizung der Düse bei hoher Temperatur vermeiden |
Übermäßig hohe Düsentemperatur |
1. Die Außenwand der Düse ist heiß und durch Oxidation sogar verfärbt; 2. Die Temperatur am Schutzgasaustritt ist hoch und verstärkt die Oxidation der Schweißnaht; 3. Die Schweißpistole meldet eine Überhitzung |
1. Sofort mit dem Schweißen aufhören, den Laser ausschalten und die Kühlung weitere 5–10 Minuten laufen lassen; 2. Reinigen Sie die Wasserkühlleitung (wassergekühlt) oder den Luftkanal (luftgekühlt); 3. Ersetzen Sie die überhitze und verformte Düse |
1. Nicht länger als 15 Minuten ununterbrochen schweißen, zwischendurch abkühlen lassen; 2. Regelmäßig Ablagerungen in der Kühlwasserleitung entfernen; 3. Laserleistung entsprechend der Dicke des Grundwerkstoffs einstellen |
Fehlausrichtung zwischen Düse und Schweißdraht |
1. Der Schweißdraht weicht von der Schweißnahtmitte ab, was zu unvollständiger Verschmelzung führt; 2. Fehlausrichtung zwischen Laserfleck und Schweißdrahtposition, was die Schweißspritzer erhöht; 3. Schlechte Schweißnahtausbildung und Unterkerbungen |
1. Düse entfernen und die Pistolenmitte neu kalibrieren; 2. Überprüfen Sie die Verbindung zwischen dem Drahtzuführungsschlauch und der Düse und richten Sie diese aus; 3. Ersetzen Sie die abgenutzte Düse direkt; |
1. Führen Sie nach jedem Austausch der Düse eine Justierungskalibrierung durch; 2. Fixieren Sie die Position des Drahtzuführungsschlauchs, um Biegung und Versatz zu vermeiden; 3. Überprüfen Sie regelmäßig die Stabilität der Drahtzuführungsmechanik |


Urheberrecht © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.





