

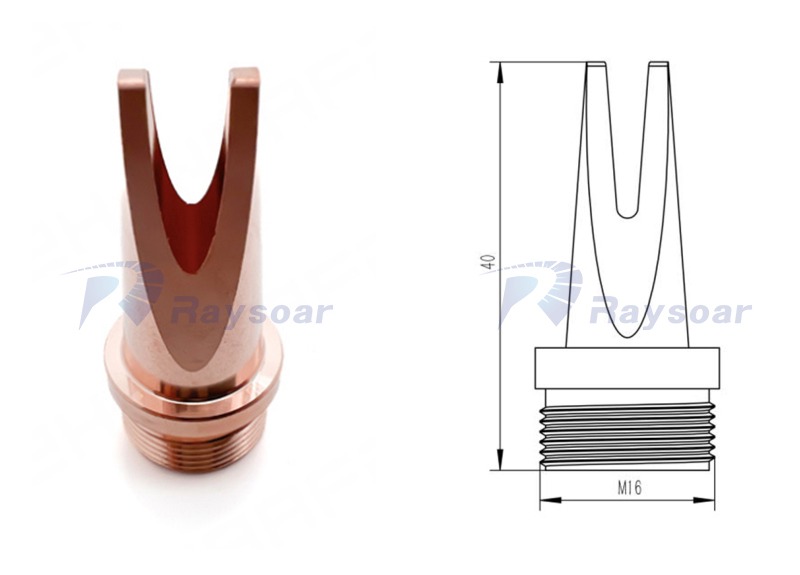
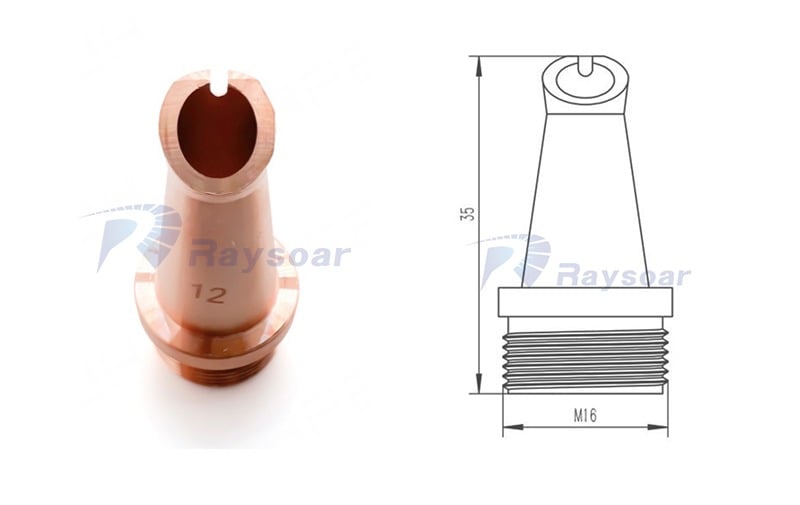
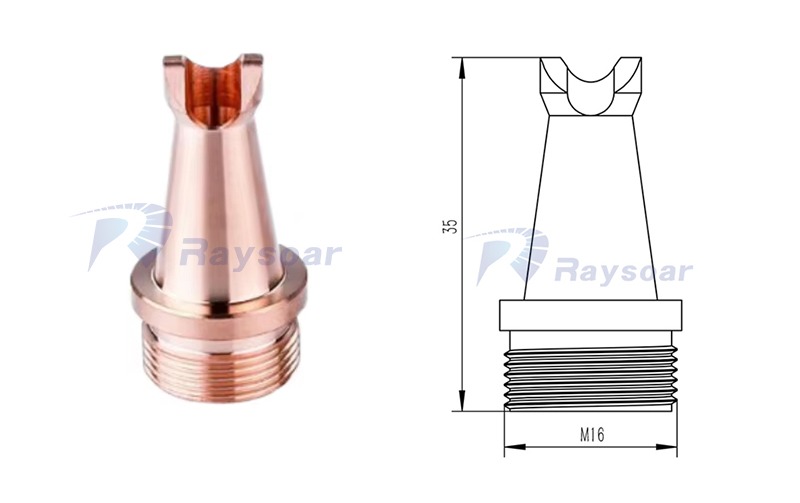
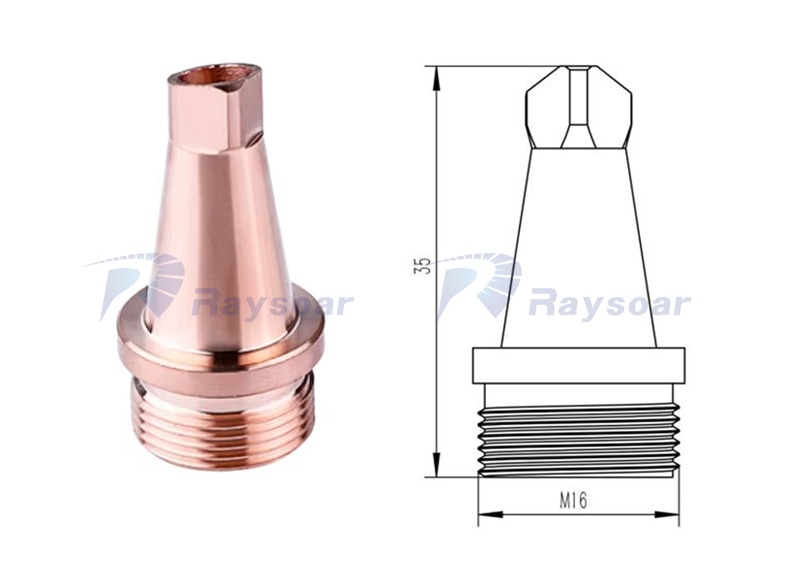
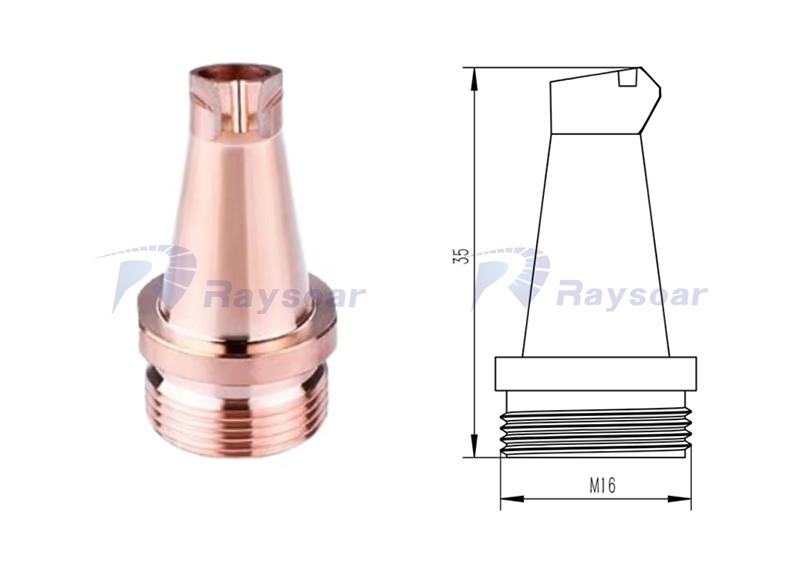
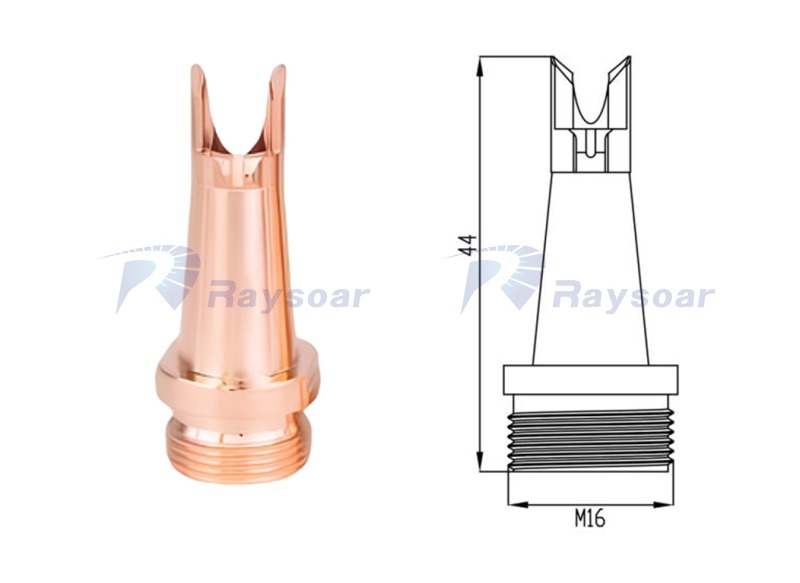
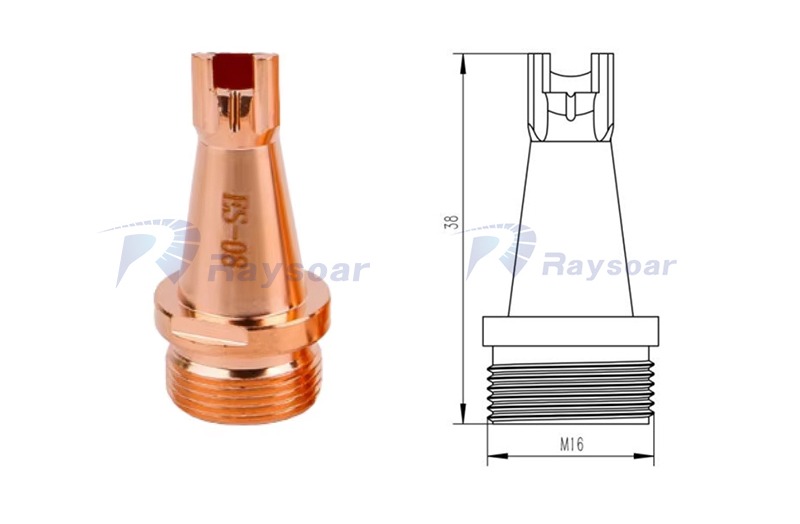
Produktnavn: Laser svejsedysse
Anvendelse: Til lasersvejsning og tilførsel af tilførselswire
Type: M16 H40 / M16 H35 / M16 H44 / M16 H38
Kaliber tilgængelig: 0,8 mm / 1,0 mm / 1,2 mm / 1,6 mm / 2,0 mm
Materiale: Kobber


Problemfænomen |
Hurtig vurderingsmetode |
Nødvendige nødforanstaltninger |
Forhindrende foranstaltninger |
Dyssestopning |
1. Tydelig nedsættelse af beskyttelsesgasstrøm under svejsning med laserudsendelse; 2. Der opstår oxidation og porøsitet i sømmen; 3. Slaggeophobning er synlig ved dysseudløbet |
1. Sluk for udstyrets strøm og gaskreds, vent indtil dysse er kølet ned; 2. Brug en speciel pind til at fjerne tilstoppet mundstykke (undgå at skrabe indersiden); 3. Rens indersiden med tørt komprimeret luft; 4. Forvarm hårdnækket slagger ved lav temperatur, før rengøring |
1. Hold en afstand på 1-3 mm mellem mundstykket og grundmaterialet under svejsning; 2. Brug 99,99 % højrensk abskærmningsgas; 3. Rens mundstykket hvert 30. minut under svejsning |
Slid/deformation af mundstykke |
1. Kollisionsaftryk på kanten af mundstykkeudløbet og uregelmæssig åbning; 2. Ujævn svejsningbredde og forskydning af svejsning; 3. Afskærmningsgassens dækningsområde er unormalt |
1. Hold op med at bruge den deformerede/ slidte dysse og udskift den med en ny af samme specifikation; 2. Kalibrer justeringen mellem dyssecentrum og laserfokus efter montering |
1. Undgå, at dysse støder sammen med grundmaterialet/fikturen under drift; 2. Vælg slidstærke dysser fremstillet af kobber-chrom-zirkonium materiale; 3. Tag fra og samle med specielle værktøjer, stram ifølge angivet drejmoment |
Dysse luftlækage/dårlig beskyttelseseffekt |
1. Svejsedyssen bliver sort pga. oxidation, og tæt porøsitet optræder; 2. Kontinuerlige luftbobler omkring dysse er synlige ved neddykningstest i vand; 3. Stor udsving i værdien på beskyttelsesgassens trykmåler |
1. Tjek pakningen mellem dysse og pistollegemet, udskift hvis den er ældet/skadet; 2. Stram gasforbindelsesstikket og genmonter dysen; 3. Udskift den beskadigede dyse direkte |
1. Kontroller tætningsringens stand ugentligt, og udskift den regelmæssigt en gang om måneden; 2. Udfør en 30-sekunders læktest af gaskredsløbet før svejsning; 3. Undgå pludselig afkøling og opvarmning af dysen ved høj temperatur |
For høj dysetemperatur |
1. Ydervæggen på dysen er varm og endda forfarvet pga. oxidation; 2. Temperaturen ved skærmgassens udløb er høj, hvilket forøger svejsningens oxidation; 3. Svejsepistolen udsender varmealarm |
1. Stop straks med at svejse, sluk for laseren, og lad kølesystemet køre i 5-10 minutter; 2. Rengør vandkøleledningen (vandkølet type) eller luftkanalen (luftkølet type); 3. Udskift dysen, der er overophedet og deformerede |
1. Løbs ikke sammenhængende i mere end 15 minutter, køl ned med intervaller; 2. Rengør regelagtigt kalkaflejringer i kølevandsledningen; 3. Justér laserstyrken efter tykkelsen af grundmaterialet |
Forkantning mellem dys og svejsetråd |
1. Svejsetråden afviger fra svejsecentrum, hvilket resulterer i ufuldstændig sammenføjning; 2. Forkantning mellem laserpletten og svejsetrådens position, hvilket øger svejsesprøjt; 3. Dårlig svejseformning og undergravning |
1. Fjern dysen og kalibrer pistollens centrum igen; 2. Tjek forbindelsen mellem tilførselsrøret og dysen, juster til den er justeret korrekt; 3. Udskift den slidte dyse direkte |
1. Udfør justeringskalibrering efter hver udskiftning af dysen; 2. Fastgør placeringen af tilførselsrøret for at undgå bøjning og forskydning; 3. Kontroller regelmæssigt stabiliteten af wire-tilførselsmekanismen |






Copyright © 2024 af Shanghai Raysoar Electromechanical Equipment Co., Ltd.







