

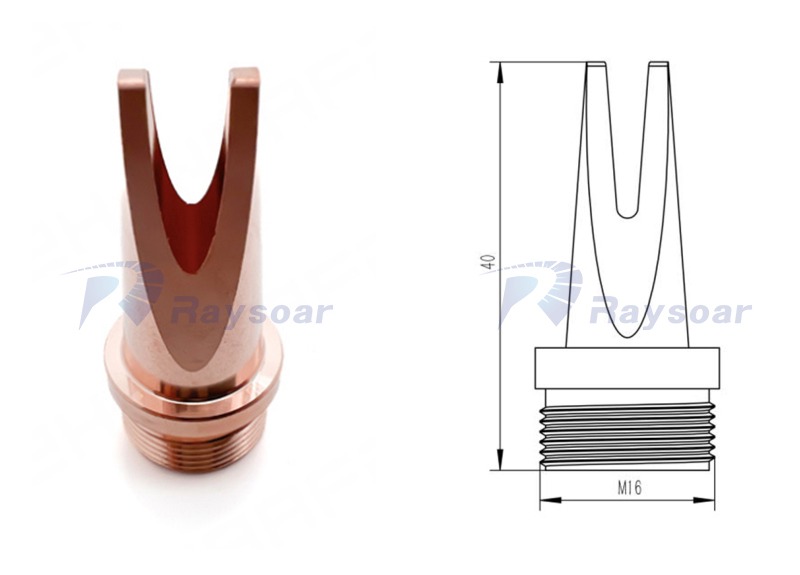
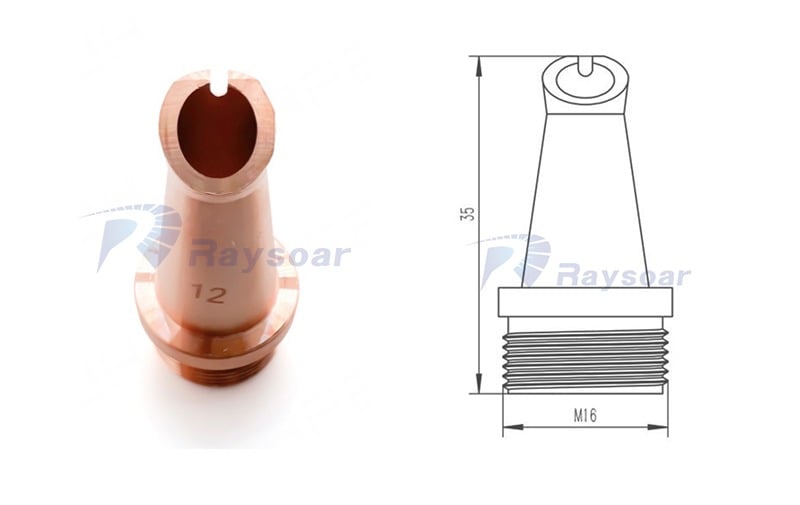
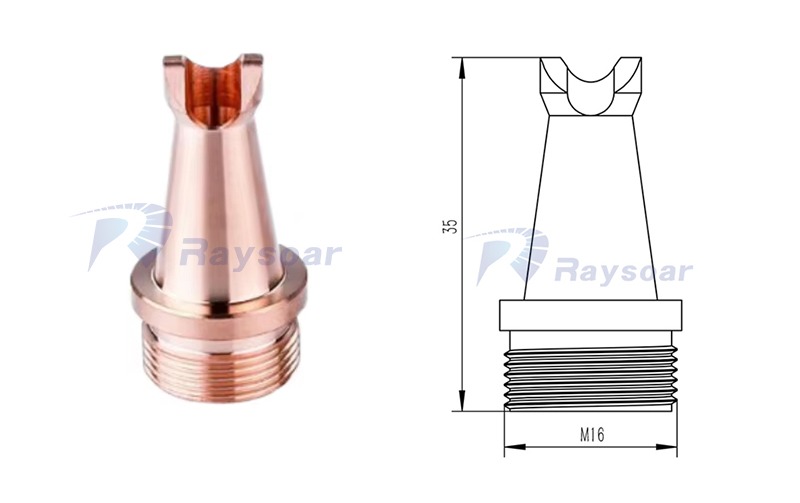
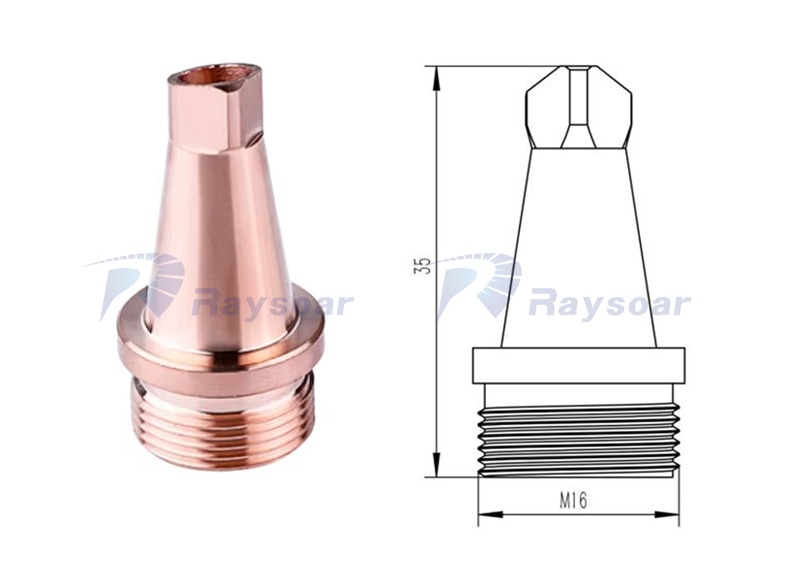
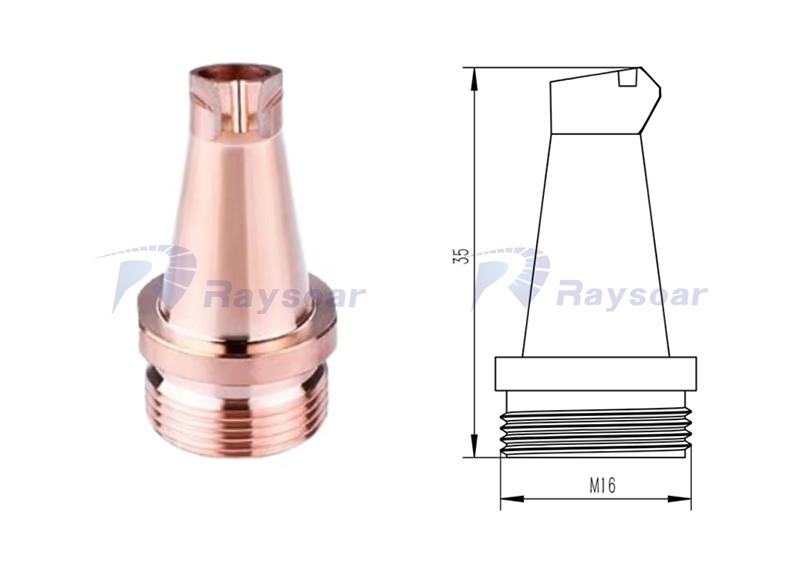
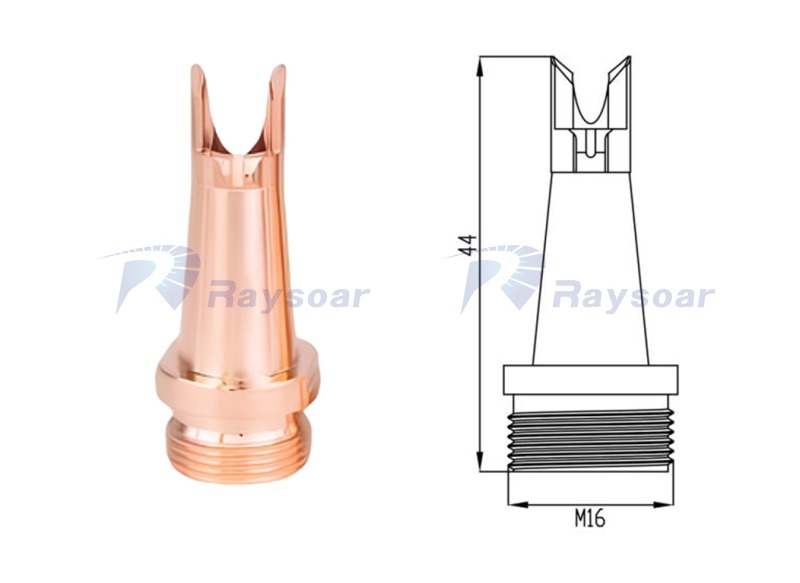
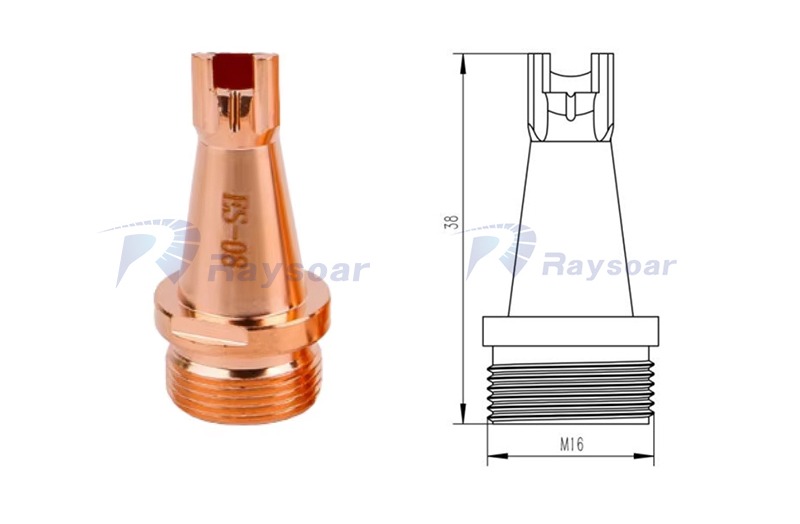
পণ্যের নাম: লেজার ওয়েল্ডিং নোজেল
প্রয়োগ: লেজার ওয়েল্ডিং এবং তার খাওয়ানোর জন্য
প্রকার: এম১৬ এইচ৪০ / এম১৬ এইচ৩৫/ এম১৬ এইচ৪৪ /এম১৬ এইচ৩৮
ব্যাস পাওয়া যায়: 0.8মিমি/1.0মিমি/1.2মিমি/1.6মিমি/2.0মিমি
উপাদান: তামা


সমস্যার ঘটনা |
দ্রুত নির্ণয় পদ্ধতি |
জরুরি ব্যবস্থা গ্রহণের ধাপসমূহ |
প্রতিরোধী পদক্ষেপ |
নোজেল বন্ধ হয়ে যাওয়া |
1. লেসার নি:সরণের সময় ওয়েল্ডিংয়ে শিল্ডিং গ্যাসের প্রবাহে স্পষ্ট হ্রাস ঘটছে; 2. ওয়েল্ডে জারণ এবং ছিদ্র তৈরি হয়; 3. নোজেলের নির্গমন পথে ধাতুজ অবশেষ জমা হয়ে থাকতে দেখা যায় |
1. যন্ত্রপাতির বিদ্যুৎ এবং গ্যাস সার্কিট বন্ধ করুন, নোজেলটি ঠান্ডা হওয়া পর্যন্ত অপেক্ষা করুন; 2. নোজেলের আউটলেট পরিষ্কার করতে একটি বিশেষ পিন ব্যবহার করুন (অভ্যন্তরীণ প্রাচীর আঁচড়ানো এড়িয়ে চলুন); 3. শুষ্ক চাপযুক্ত বায়ু দিয়ে অভ্যন্তরীণ প্রাচীর থেকে দূষিত উপাদান নির্মুক্ত করুন; 4. পরিষ্কার করার আগে জমে থাকা ধাতব গলিত অবশেষগুলি কম তাপমাত্রায় পোড়ানো হোক |
1. ওয়েল্ডিং চলাকালীন নোজেল এবং ঘন ধাতুর মধ্যে 1-3 মিমি দূরত্ব বজায় রাখুন; 2. 99.99% উচ্চ-বিশুদ্ধতার সুরক্ষা গ্যাস ব্যবহার করুন; 3. প্রতি 30 মিনিট ওয়েল্ডিং এর পর নোজেলটি পরিষ্কার করুন |
নোজেলের ক্ষয়/বিকৃতি |
1. নোজেলের আউটলেট প্রান্তে সংঘর্ষের চিহ্ন এবং অনিয়মিত ছিদ্র; 2. অসম ওয়েল্ড প্রস্থ এবং স্থানচ্যুত ওয়েল্ডিং; 3. সুরক্ষা গ্যাসের আবৃত্তি পরিসর অস্বাভাবিক |
1. বিকৃত/ক্ষয়প্রাপ্ত নোজেলটি ব্যবহার করা বন্ধ করুন এবং একই স্পেসিফিকেশনের নতুনটি দিয়ে প্রতিস্থাপন করুন; 2. ইনস্টলেশনের পরে নোজেল কেন্দ্র এবং লেজার ফোকাসের মধ্যে সামঞ্জস্য ক্যালিব্রেট করুন |
1. চালানোর সময় নোজেলের সঙ্গে বেস মেটাল/ফিক্সচারের সংঘর্ষ এড়িয়ে চলুন; 2. তামা-ক্রোমিয়াম-জিরকোনিয়াম উপাদান তৈরি ক্ষয়-প্রতিরোধী নোজেল বেছে নিন; 3. বিশেষ যন্ত্রের সাহায্যে খুলুন এবং নির্দিষ্ট টর্ক অনুযায়ী আটকান |
নোজেল থেকে বাতাস লিক হওয়া/খারাপ শিল্ডিং প্রভাব |
1. জারণের কারণে ওয়েল্ড পৃষ্ঠ কালো হয়ে যায় এবং ঘন সন্নিবিষ্ট ছিদ্র দেখা দেয়; 2. জলে ডুবিয়ে পরীক্ষায় নোজেলের চারপাশে ধারাবাহিক বায়ু বুদবুদ দেখা যায়; 3. শিল্ডিং গ্যাসের চাপমাপক যন্ত্রের মানে বড় দোলন দেখা যায় |
1. নোজেল এবং বন্দুকের দেহের মধ্যে গ্যাসকেটটি পরীক্ষা করুন, পুরানো/ক্ষতিগ্রস্ত হলে প্রতিস্থাপন করুন; 2. গ্যাস সার্কিট সংযোগকারীটি কষিয়ে নোজেলটি পুনরায় স্থাপন করুন; 3. ক্ষতিগ্রস্ত নোজেলটি সরাসরি প্রতিস্থাপন করুন |
1. সাপ্তাহিকভাবে গ্যাসকেটের অবস্থা পরীক্ষা করুন এবং প্রতি মাসে নিয়মিত প্রতিস্থাপন করুন; 2. ওয়েল্ডিংয়ের আগে 30 সেকেন্ডের জন্য গ্যাস সার্কিট লিক পরীক্ষা করুন; 3. উচ্চ তাপমাত্রায় নোজেলের হঠাৎ শীতল এবং তাপ এড়িয়ে চলুন |
অত্যধিক উচ্চ নোজেল তাপমাত্রা |
1. জারণের কারণে নোজেলের বাইরের দেয়াল গরম এবং এমনকি রঙ পরিবর্তিত হয়; 2. শিল্ডিং গ্যাস নির্গমন বন্দুতে তাপমাত্রা বেশি থাকায় ওয়েল্ড জারণ তীব্র হয়; 3. ওয়েল্ডিং বন্দুকটি অত্যধিক তাপ সম্পর্কে অ্যালার্ম দেয় |
1. তাৎক্ষণিকভাবে ওয়েল্ডিং বন্ধ করুন, লেজার বন্ধ করুন এবং 5-10 মিনিটের জন্য শীতল করার ব্যবস্থা চালু রাখুন; 2. জল শীতল পাইপলাইন (জল-শীতল প্রকার) বা বায়ু চ্যানেল (বায়ু-শীতল প্রকার) পরিষ্কার করুন; 3. অতিতাপযুক্ত এবং বিকৃত নোজেল প্রতিস্থাপন করুন |
1. 15 মিনিটের বেশি ধারাবাহিকভাবে ওয়েল্ডিং করবেন না, মাঝে মাঝে ঠান্ডা করুন; 2. নিয়মিত শীতল জল পাইপলাইনে জমে থাকা দূষণ পরিষ্কার করুন; 3. বেস ধাতুর পুরুত্ব অনুযায়ী লেজার পাওয়ার সমন্বয় করুন |
নোজেল এবং ওয়েল্ডিং তারের মধ্যে অসমাপতন |
1. ওয়েল্ডিং তার ওয়েল্ড কেন্দ্র থেকে সরে যায়, ফলে সম্পূর্ণ ফিউশন হয় না; 2. লেজার স্পট এবং ওয়েল্ডিং তারের অবস্থানের মধ্যে অসমাপতন, যা ওয়েল্ডিং স্প্ল্যাটার বাড়িয়ে দেয়; 3. খারাপ ওয়েল্ড গঠন এবং আন্ডারকাট |
1. নোজেলটি সরান এবং বন্দুকের কেন্দ্র পুনরায় ক্যালিব্রেট করুন; 2. তার ফিড টিউব এবং নোজেলের মধ্যে সংযোগটি পরীক্ষা করুন, সঠিক সারিবদ্ধ অবস্থায় সমন্বয় করুন; 3. পরিধান হওয়া নোজেলটি সরাসরি প্রতিস্থাপন করুন |
1. প্রতিবার নোজেল প্রতিস্থাপনের পর সারিবদ্ধকরণ ক্যালিব্রেশন করুন; 2. বাঁক এবং অফসেট এড়াতে তার ফিড টিউবের অবস্থান নিরাপদ করুন; 3. তার ফিড মেকানিজমের স্থিতিশীলতা নিয়মিত পরীক্ষা করুন |






কপিরাইট © 2024 শংহাই রেসোয়ার ইলেকট্রোমেকানিক্যাল ইকুইপমেন্ট কো., লিমিটেড দ্বারা।







