

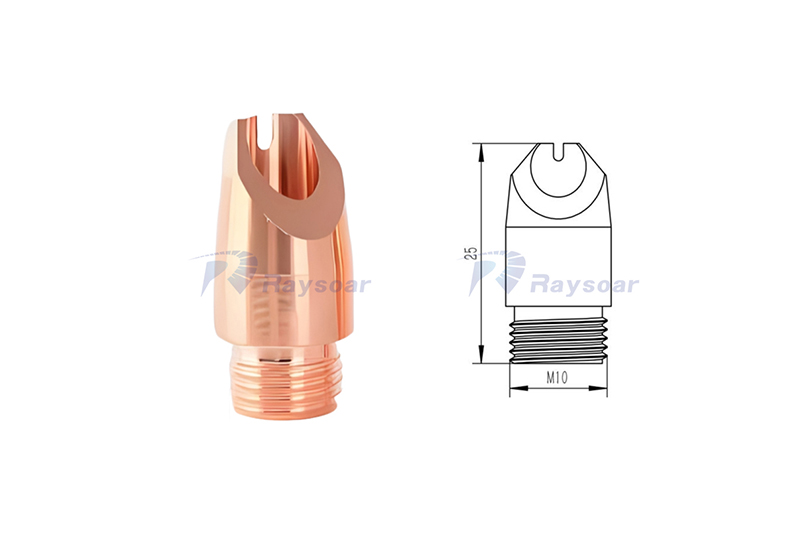
Tuisbladsy > Verbruiksgoeder > Laser Snyker > Laser Laspuitpunt





Probleemverskynsel |
Vinnige Beoordelingsmetode |
Noodmaatreëls |
Voorkomende Maatreëls |
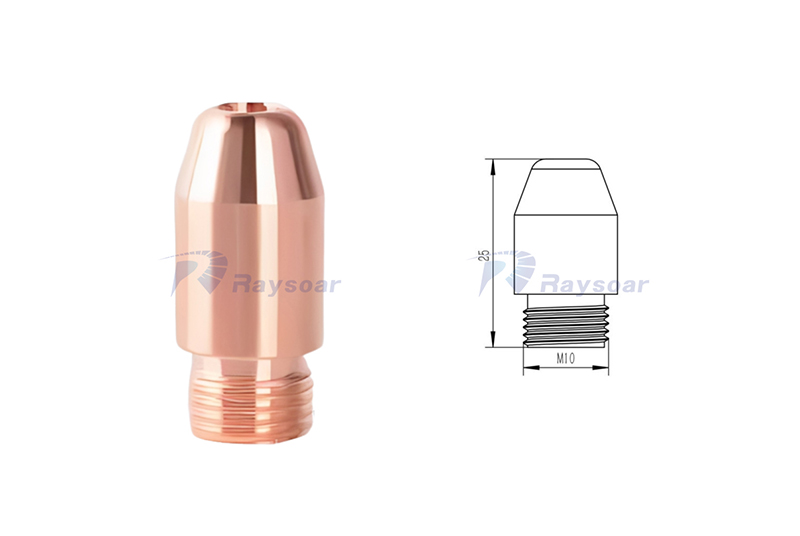
Düsecorsing |
1. Duidelike afname in skermmiddelgasvloed tydens las met laserafgifte; 2. Lasselasoksidasie en porositeit tree op; 3. Slakophoping is sigbaar by die düse-uitlaat |
1. Skakel die toestel se krag en gaskring af, wag tot die düse afgekoel het; 2. Gebruik 'n spesiale pen om die mondstukuitlaat te skoonmaak (vermy krasse aan die binnewand); 3. Skoon die binnewand met droë saamgeperste lug; 4. Bak volhawe slak by lae temperatuur voor skoonmaak |
1. Handhaaf 'n 1-3 mm afstand tussen die mondstuk en die basismetaal tydens laswerk; 2. Gebruik 99,99% hoë-suiwerheid afskermgas; 3. Skoon die mondstuk elke 30 minute van laswerk |
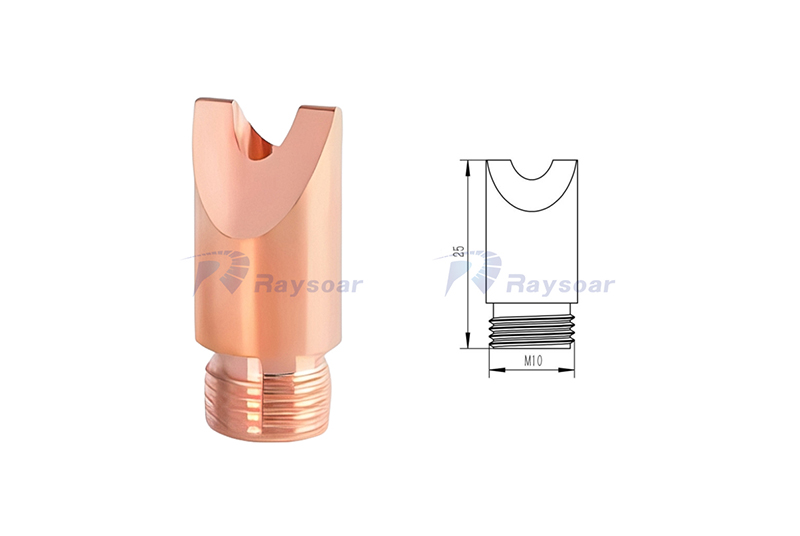
Mondstukversleting/Vervorming |
1. Botsingmerke op die mondstukuitlaatrand en onreëlmatige opening; 2. Onreëlmatige lasbreedte en verskofte laswerk; 3. Afnormale afskermgasdekking |
1. Hou op met die gebruik van die vervormde/verslete mondstuk en vervang dit met 'n nuwe een van dieselfde spesifikasie; 2. Kalibreer die uitlyning tussen die mondstuk se middelpunt en die laserbrandpunt na installasie |
1. Vermy dat die mondstuk tydens bediening bots met die basismetaal/houer; 2. Kies slytvaste mondstukke vervaardig van koper-chroom-zirkoniummateriaal; 3. Haal af en monteer met spesiale gereedskap, draai vas volgens die gespesifiseerde wringkrag |
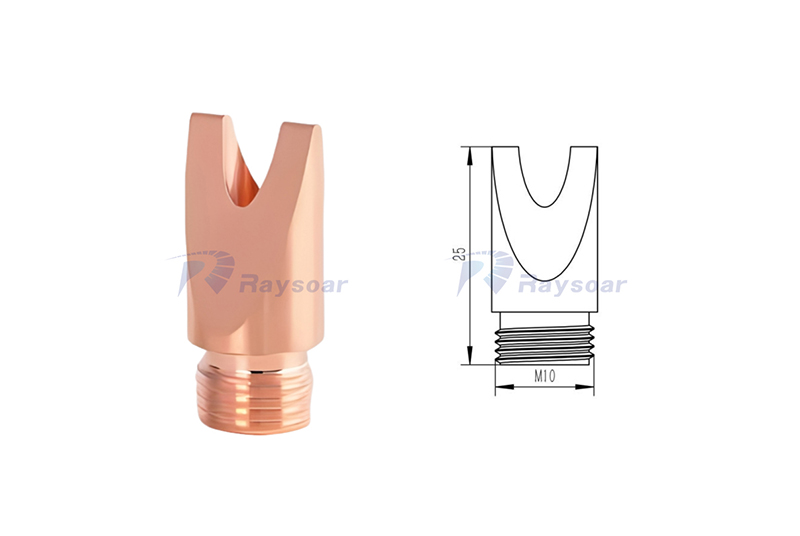
Mondstuk Luglek/Swak Beskermingseffek |
1. Lassingsoppervlak word swart as gevolg van oksidasie en digte porositeit verskyn; 2. Aanhoudende lugborrels rondom die mondstuk is sigbaar tydens wateronderdompelingstoets; 3. Groot wisseling in die waarde van die beskermingsgasdrukmeter |
1. Kontroleer die pakking tussen die mondstuk en die pistoollyf, vervang indien verouderd/beskadig; 2. Draai die gaskring-konnektor styf en installeer die mondstuk weer; 3. Vervang die beskadigde mondstuk direk; |
1. Kontroleer weekliks die toestand van die pakking en vervang dit maandeliks gereeld; 2. Voer 'n 30-sekonde gaslektoets uit voor die laswerk; 3. Vermy skielike afkoeling en verhitting van die mondstuk by hoë temperature |
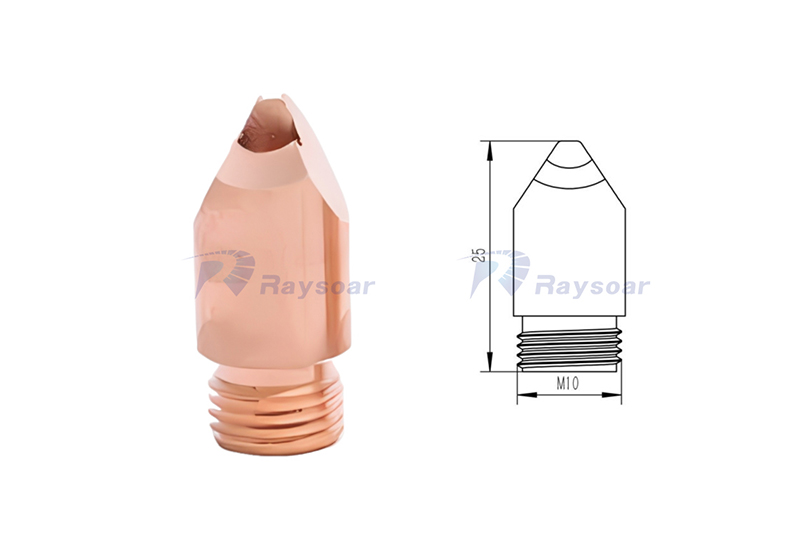
Oormatig Hoë Mondstuktemperatuur |
1. Die buitekant van die mondstuk is warm en selfs verkleur as gevolg van oksidasie; 2. Die temperatuur by die afskermgasuitlaat is hoog, wat lasoksidasie vererger; 3. Die laspistool se oorverhitting-alarmskakel af |
1. Hou onmiddellik op met las, skakel die laser af, en laat die koelsisteem 5-10 minute aanbly; 2. Maak die waterkoelbuis (watergekoelde tipe) of lugkanaal (luggekoelde tipe) skoon; 3. Vervang die oorverhitte en vervormde mondstuk |
1. Moenie langer as 15 minute aaneen las nie, koel tussendeur af; 2. Maak gereeld skaal in die koelwaterbuis skoon; 3. Stel laser-krag volgens die dikte van die basismetaal |
Mislaling tussen Mondstuk en Lasmateriaal |
1. Die lasdraad wyk af van die lasmiddel, wat lei tot onvolledige versmeltting; 2. Mislaling tussen die laserkol en die lasdraadposisie, wat lasversprewing verhoog; 3. Swak lasvorming en onderuitsnyding |
1. Verwyder die mondstuk en kalibreer die pistoolmiddelpunt opnuut; 2. Kontroleer die verbinding tussen die draadvulbuis en die mondstuk, stel aan om in lyn te wees; 3. Vervang die verslete mondstuk direk |
1. Voer uitlyningkalibrasie uit na elke vervanging van die mondstuk; 2. Bevestig die posisie van die draadvulbuis om buiging en verplasing te voorkom; 3. Kontroleer gereeld die stabiliteit van die draadvuleganisme |


Kopiereg © 2024 deur Shanghai Raysoar Electromechanical Equipment Co., Ltd.





