Ügyfél: premium építőgépgyártó cég Helyszín: Sangtung, Kína Ágazat: építőgép- és nehézgépgyártás Gyártóberendezés: 30 kW-os lézeres vágógép, 1 db ...
Megosztás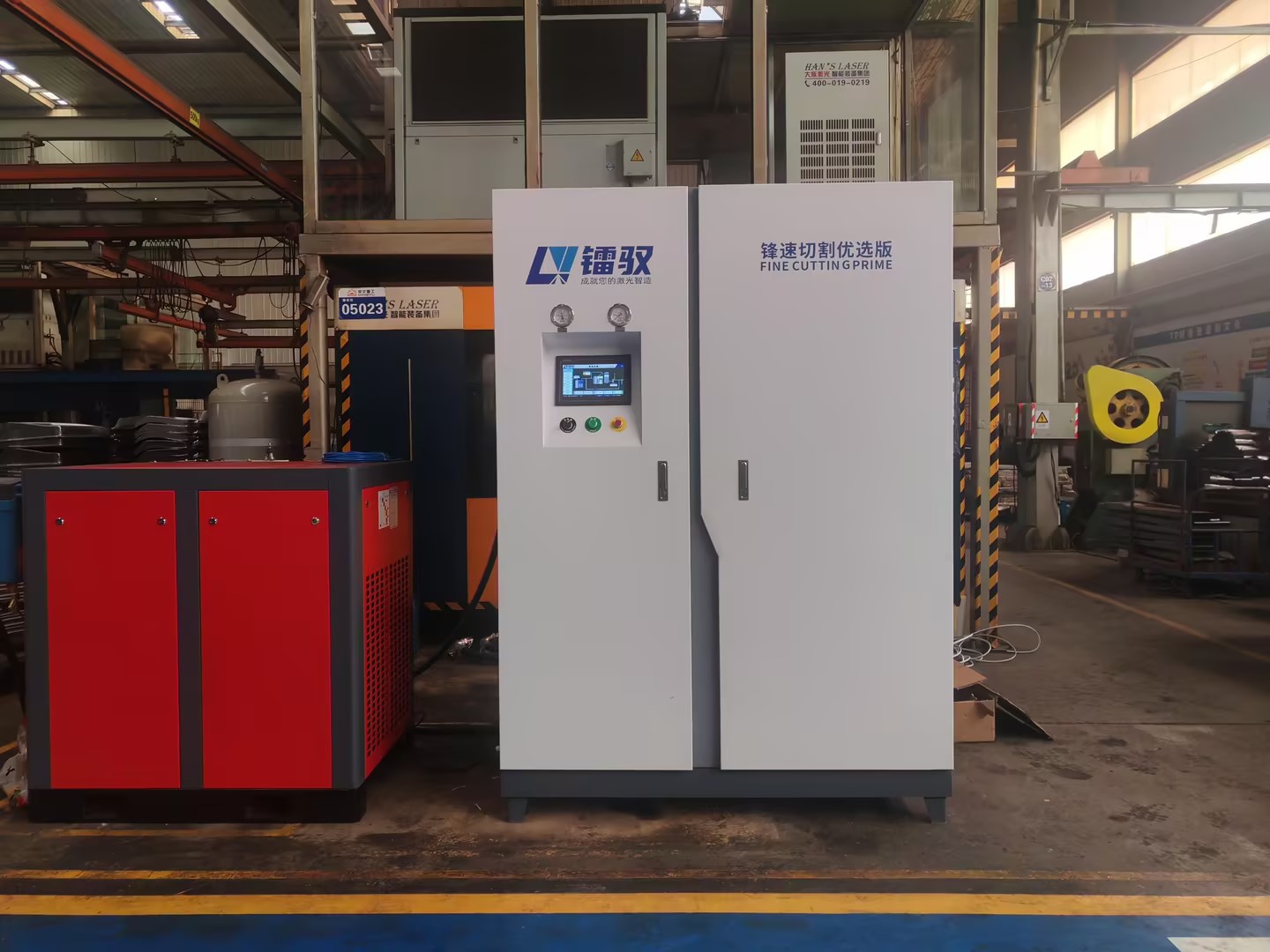
Ügyfél: prémium építőgépgyártó
Elhelyezkedés: Shandong, Kína
IP szektor: Építőgépek és nehézgépek gyártása
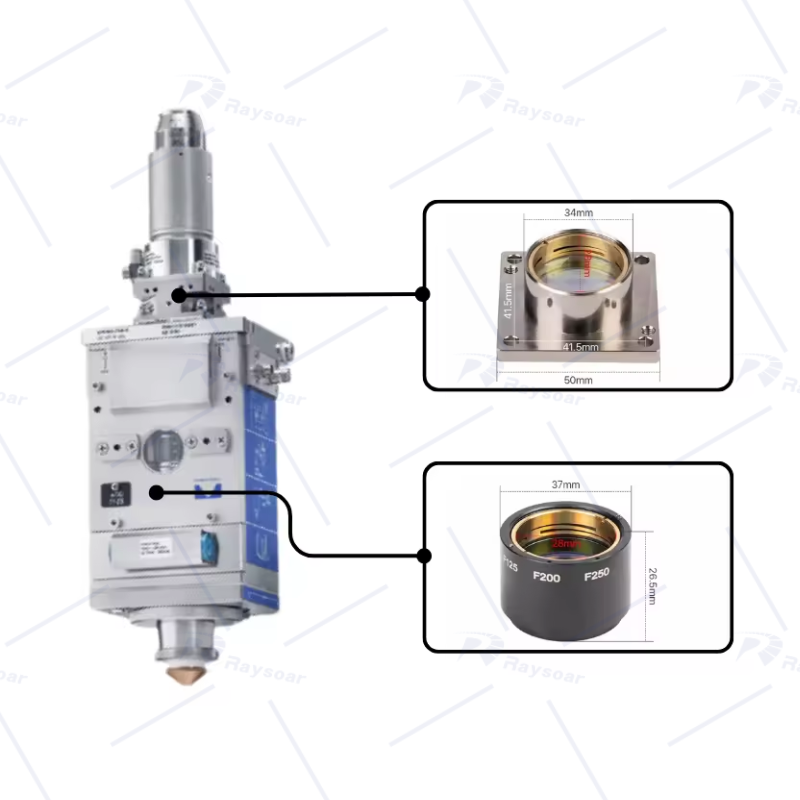
A gyártási berendezés: 30 kW-os lézeres vágógép, 1 db
40 kW-os lézeres vágógép, 1 db
80 kW-os lézeres vágógép, 1 db
Vágási munka: 8-25 MM szénacél
Gázellátási megoldás: 4 db FCP (100m³/h nitrogén előállítás helyszínen)
5 db FCP (150m³/h nitrogén előállítás helyszínen)

A befektetés előtt:
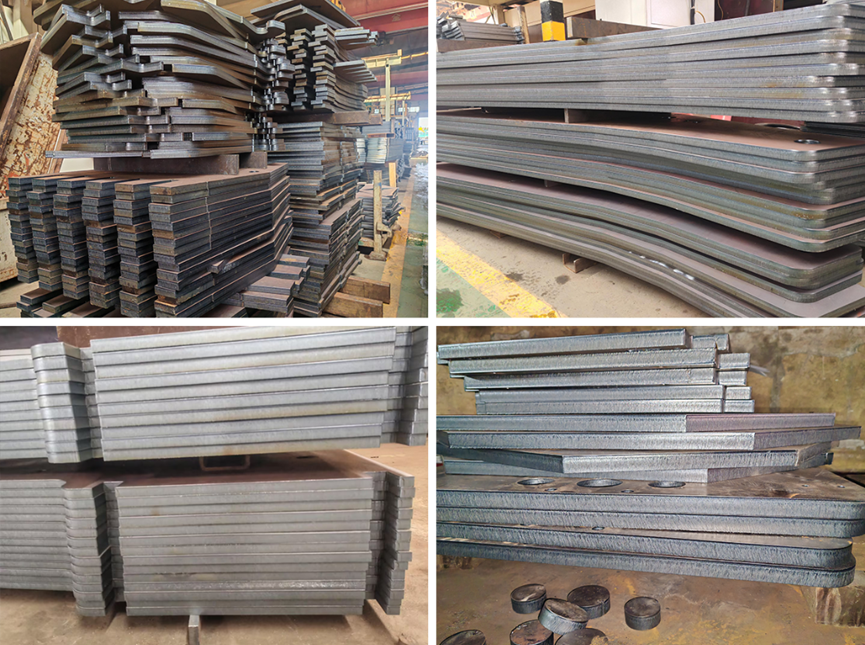
A mi berendezéseink bevezetése előtt a gyár főként levegős vágást alkalmazott 12–40 mm-es szénacél lemezeknél
nagyteljesítményű lézerrendszerek. Ez gyakran oxidált vágási felületekhez, érdes szélekhez és erős salaktapadáshoz vezetett,
ami negatívan befolyásolta a következő hegesztési és festési folyamatokat. Emellett a korlátozott vágási sebesség és a
növekedett utómunka munkamennyisége csökkentette az általános termelési hatékonyságot.

A befektetés után:
Miután beruháztak az FCP nitrogénfejlesztőinkbe, és áttértek egy 94–96% N₂–O₂
kevert gázellátásra, a vágási teljesítmény jelentősen javult. A vágott felületek tiszták és oxidációmentesek lettek,
a salak mennyisége jelentősen csökkent, és a vágási sebesség valamint stabilitás is javult. A nagyteljesítményű lézerrendszerek
optimális teljesítményen képesek voltak működni, ami magasabb minőséget és javult termelési hatékonyságot eredményezett.
FCP sorozat termékeinek bemutatása:
A kevert gázos vágás lézeres segédgázként meghatározott arányú nitrogén-oxigén keveréket alkalmaz, kihasználva
az előnyök az egyes komponensgázok (nitrogén nagysebességű vágáshoz és oxigén széldugómentes vágáshoz)
egyetlen vágóáramba való kombinálásával. Ez a módszer gyors vágást tesz lehetővé minimális széldugó képződéssel, jelentősen
javítva a vágási minőséget közepes és vastag alacsony széntartalmú acélok és alumíniumötvözetek esetében, miközben magasabb
vágási sebességeket ér el, mint a tiszta nitrogén. A tiszta nitrogén vagy levegő használatakor fellépő
széldugóképződés minimalizálható vagy teljesen kiküszöbölhető.

A vegyes gásvágás előnyei:
●Javítja az átlagos minőségű acél vágási minőségét, csökkentve a széldugókat a anyagvastagság <3%-ára.
● Jobb felületminőséget nyújt a levegős vágással összehasonlítva.
● Jelentősen növeli a vágási sebességet nagy teljesítményű közepes és nagyobb vastagságú széntartalmú acéllapok oxigénes vágásához képest.
● Költségelőnyt kínál a folyékony nitrogénnel történő vágáshoz képest.
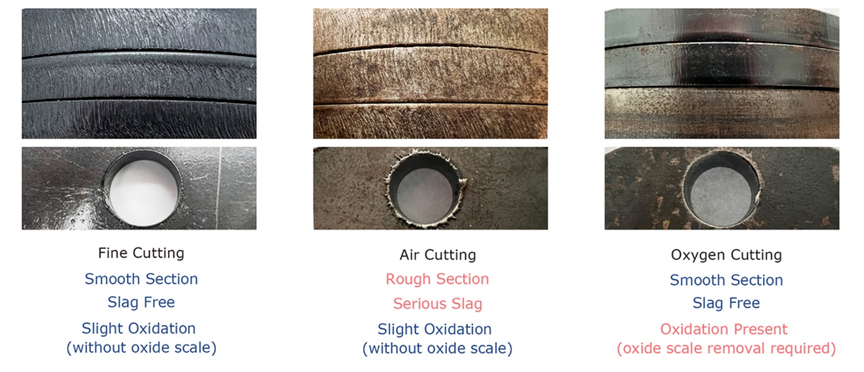
Finom vágás VS Levegős vágás vs O2 vágás
Alkalmazás
●Nagy terhelésű vágás széntartalmú acélhez (levegős vagy folyékony nitrogénes vágás helyett)
●Burrmentes vágás alumíniumötvözethez.
Termékek jellemzői:
● A folyékony nitrogén és folyékony oxigén kétgázas keverési rendszerekhez képest akár 70% megtakarítást is elér.
gyors megtérülést biztosít, átlagosan 12-18 hónapos megtérülési idővel.
● Egyszerű karbantartás, 6-8 éves rendszeréletkorral, amely rendszeres karbantartást igényel.
● LOT-képes funkciókkal, kizárólagos SMART-REIN technológiával a távoli figyeléshez mobil eszközökön keresztül.
Intelligensen kiválasztja az üzemeltetési módokat a gyári feltételek alapján az energiafogyasztás optimalizálása érdekében.
● Felszerelések közötti összekapcsolódási és együttműködési képességek, amelyek lehetővé teszik a szinkronizált vezérlést gépekkel
eszközökkel, amelyek BOCHU-val vannak felszerelve rendszer testreszabható funkciói.

Copyright © 2024 by Shanghai Raysoar Electromechanical Equipment Co., Ltd.